FlashForge製3Dプリンタ専用スライサー「FlashPrint」は「.GX」拡張子のG-Code を生成します。
G-Codeファイルはメモ帳やエディタなどで読めるように、アスキー(テキスト)形式が一般的ですが
FlashPrintの「.GX」は、ファイル上部に、バイナリ文字が含まれていて正常な編集作業ができません。
バイナリ形式ヘッダー
通常エディタ等で、正常に編集作業をする場合は、アスキー(テキスト)形式に限ります。
バイナリ形式のデータはソフトによっては、読み込めない場合や、
読み込めたとしても、文字化けで表示されてしまいます。
「.GX」ファイルは、メモ帳や秀丸エディタでは、ヘッダー部が文字化けしていますが
ヘッダー以外は、通常のテキストファイルと同じように編集が可能でした。
ただ、編集後保存すると、ヘッダー部分のコードが書き換えてられてしまい、
「FlashPrint」では正常に読み込めないデータになってしまいました。
エディタ上書き保存で、ヘッダー部は、どう変化したのか?
私がメインで使っている秀丸エディタには、バイナリ(16進数)で表示する機能があります。
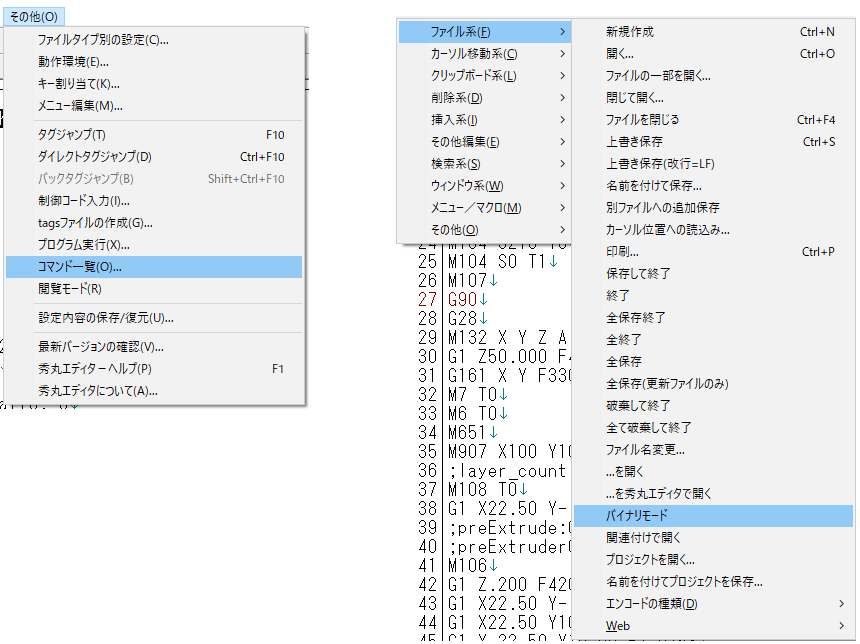
この機能を使用して、オリジナルの「.gx」ファイルと、メモ帳で編集後保存したファイルを比較してみます。
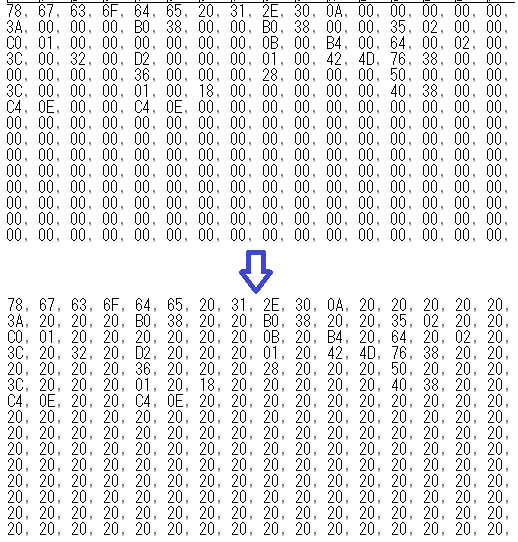
「00」コードが「20」に変換されているのがわかりますね。
プログラム言語では、「00」コードは、文字列の最後を表すコードとして扱われます
主に文字列を扱うテキストエディタは、「00」コードは扱いにくいのかもしれませんね。
それで、メモ帳は勝手に「20」に変更したのかもしれません。
ちなみに、16進数の「20」コードは、「スペース」を表します。
結局、FlashPrintはヘッダーを読んだ時点で、正常に処理する事ができない事になります。
「.G」拡張子ファイル
「FalshPrint 」は、一般的なアスキー(テキスト)ファイルも拡張子を「.g」にする事で
読込み事ができます。
したがって、他のスライサーで出力したG-Codeもアスキー形式であれば、
「.g」拡張子にする事で読み込む事はできると思います。
実は「.gx」ファイルも、バイナリヘッダー部分を削除し純粋なアスキーだけにし
「.g」拡張子で保存し直せば、編集可能になります。
FlashPrint Editor ソフト
実は5年ほど前、「.g」拡張子のテクニックを知らなかったので、
「.gx」ファイルを直接編集できる今回紹介ソフトの前身を作成していました。
このソフト久しぶりに先日試した所、「FlashPrint 5」が出力した「.gx」ファイルが
処理できませんでした。
おそらく、ヘッダー部分の形式が「FlashPrint 5」になり変更になったと思います。
まぁ、あまり必要としている人は少ないかもしれませんが、今回「FlashPrint 5」にも対応し
一時停止と温度設定のコードを追加する機能を追加した、
FlashPrint 編集ソフト「EditorForFlashPrint5.exe 」を作成したので、紹介します。
EditorForFlashPrint5.exe 使用方法
最初このソフトを作ったのは、もともと筆者はNCが専門なので、3DプリンタのG-Code に興味があり
手打ちのG-Code で動かないかなぁ~と思ったのがきっかけでした。
興味があった当時は、手打ちG-Codeで3Dプリンタにプリントさせてみましたが
最近は、3Dプリンタのメンテナンスの時に、空運転する、ランニングデータを
手打ちした程度ですが、打ち込んだデータで機械が動くのは楽しいものです。
追加機能
FlashPrint5はFlashForge専用スライサーなので、通常編集する必要性はほとんどないと思いますが
一時停止の設定が使いにくいと感じているので、一時停止と温度設定のコマンドを挿入する
機能を付けました。
一時停止と温度設定は、以前のFlashPrintは積層高さで指定できましたが、FlashPrint5では、
レイヤー指定に変更になってしまいました。
なぜレイヤー指示になったのか分かりませんが、筆者は積層高さで設定するほうが
設定しやすいので積層高さで設定する機能を追加しました。
他の用途としては、FlashPrint出力のG-Codeを調べたい場合などには使えると思います。
インストールとアンインストール
インストールは特に必要ありません。
ダウンロードした圧縮ファイル(ZIP)を適当なフォルダへ展開し、EditorForFlashPrint5.exeを起動するだけです。
アンインストールも、展開したフォルダを削除すれば完了です。
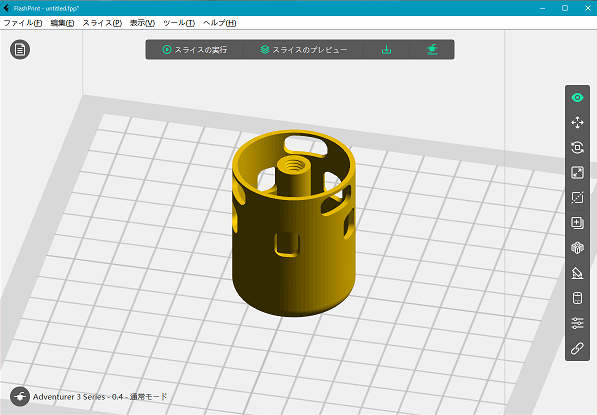
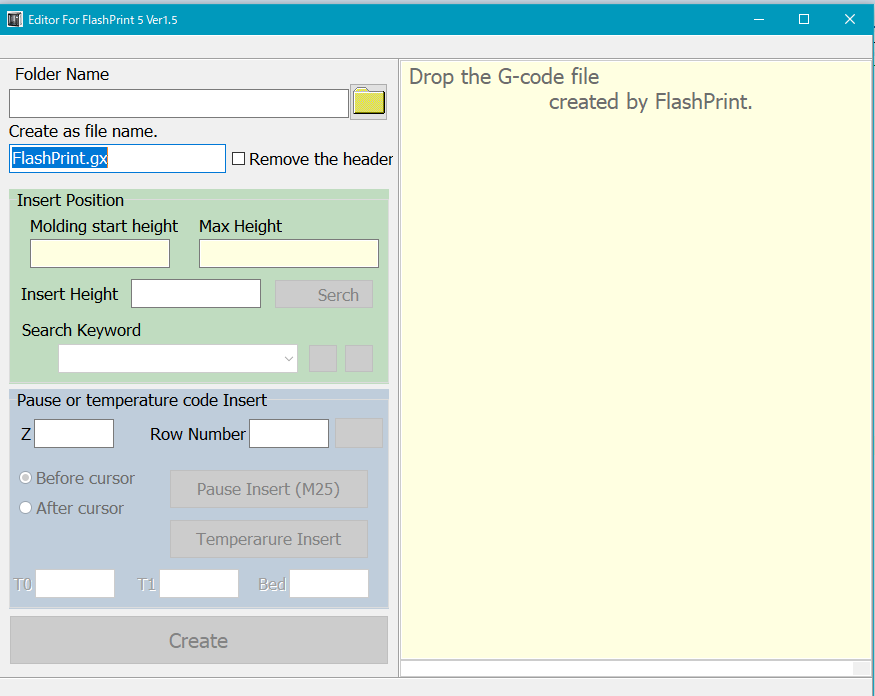
起動
このような画面で起動します。
使用方法
まずは、画面上に、「.gx」ファイルをドロップ
データを解析し、右側にエディタが起動します。
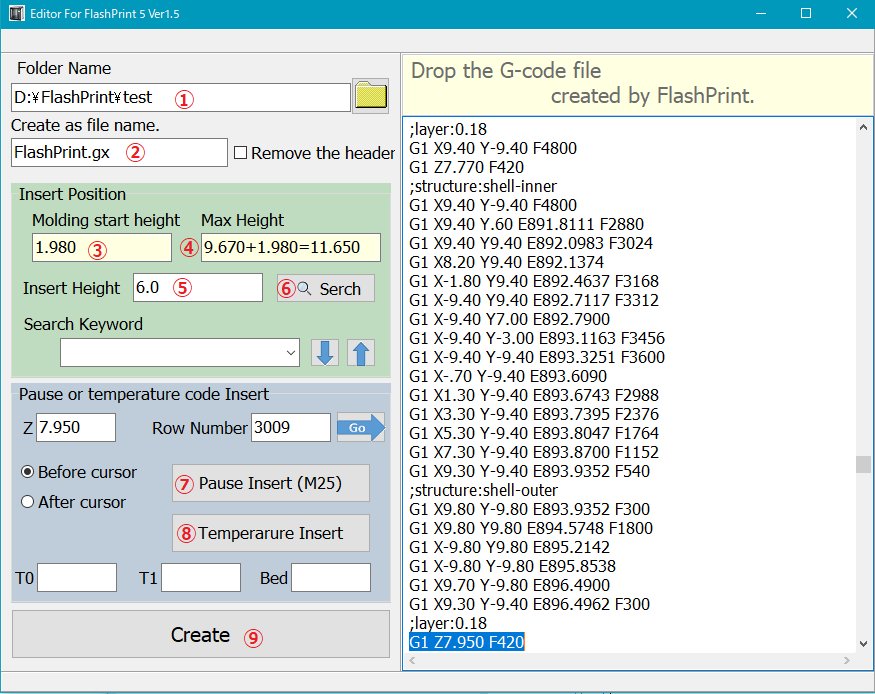
① ドロップしたファイルのフォルダです。
ここに、編集されたファイルが作成されます。
② 作成されるファイル名。必要あれば、変更してください。
③ ラフト高さを除いた、造形品積層の始まり高さです。
④ 全体の高さです。「造形品高さ」+「ラフト高さ」=「全体高さ」
⑤ コマンドを追加したい、造形品積層高さを指定。
⑥ 「Search」ボタンで、データから指定高さを検索します。
指定高さと同じ高さがない場合には、一層低い位置を検索します
基本は検索位置に挿入ですが、マウスクリックで自由に変更できます。
⑦ 検索位置に、「M25」一時停止指令を挿入します。
⑧ 温度指定指令を挿入します。
「T0」ヘッド右、「T1」ヘッド左、「Bed」プラットフォームに温度指定できます
⑨ 編集された、ファイルが作成されます。
一時停止と温度調整だけでなく、通常のエディタ的に編集できるので、自信がある方は自分でG-Codeを挿入する事も可能です。
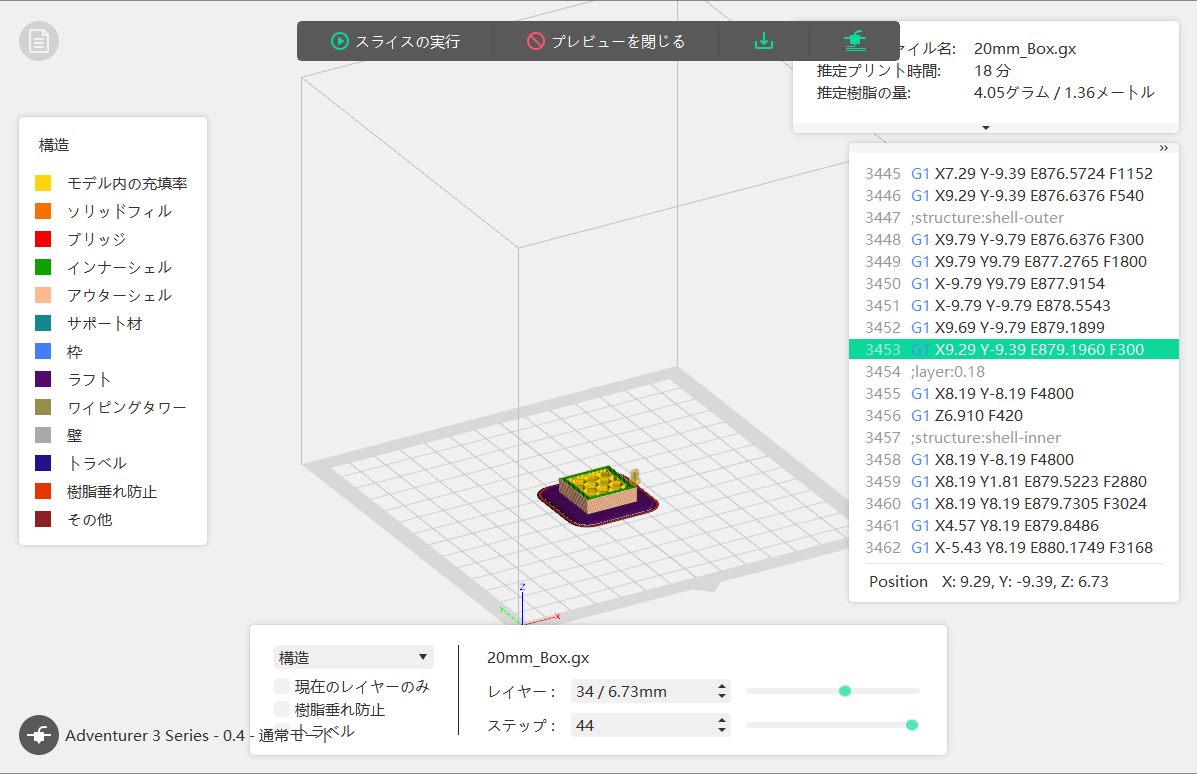
テストプリント
各ステップの高さを、3mm としたモデルを準備しました。
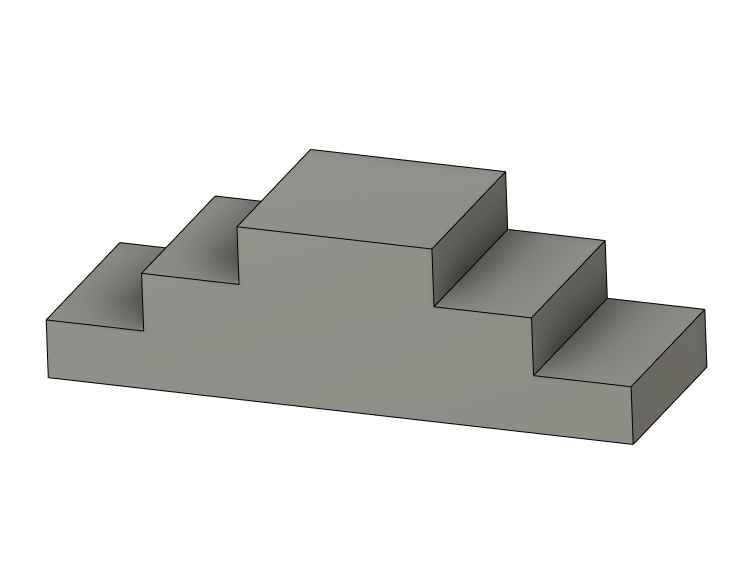
このモデルから、「FlashPrint5」でG-Codeを作成し、「EditorForFlashPrint5.exe」を使用し
「3.0mm」「6.0mm」位置へ、一時停止「M25」を挿入したデータで印刷しました。
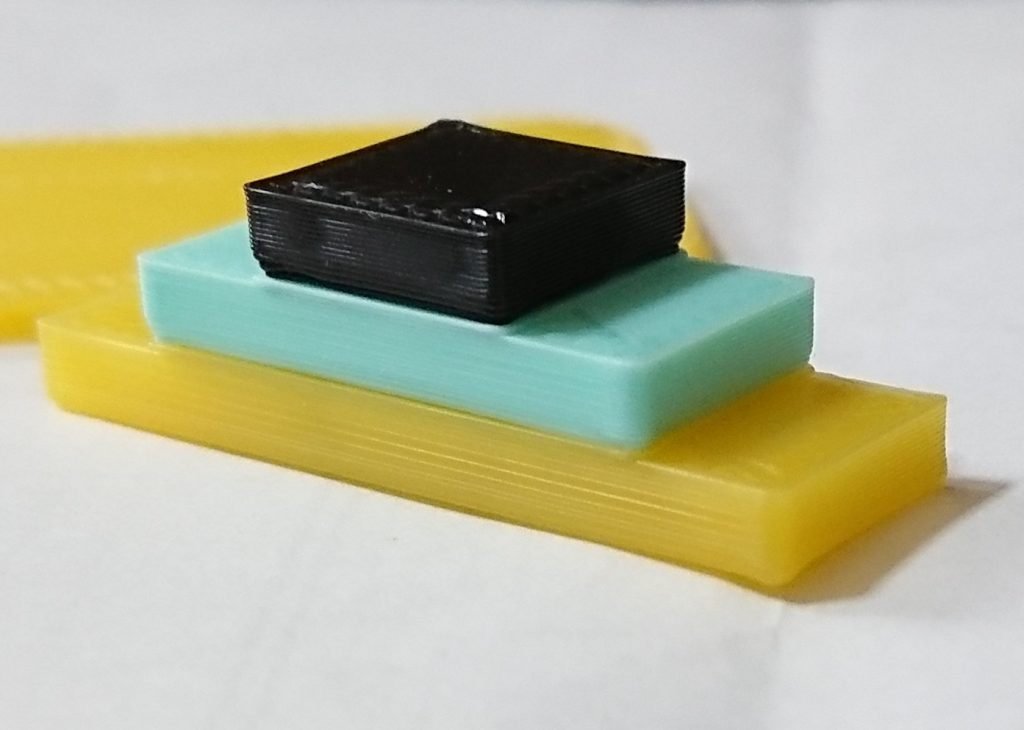
一時停止高さの確認のため、一時停止ごとに、フィラメントの交換を行いました。
一層程度、ヅレている感じもしますが、まぁこんなもんでしょう。
このように、一時停止させる事で、途中で色を変えたり、内部にナットなど別のパーツを挿入したりできるので、プリントの幅が広がります。
今回は温度設定も、「一時停止」の前に挿入してみました。
ヘッド温度は、指定温度へ変更されましたが、プラットフォーム温度は変化しませんでした。
ウチのAdventure3 が対応していないのかもしれません。
まとめ
「FlashPrint」で作成した「.gx」ファイルを、編集するソフトを作成してみました。
必要性は・・・少ないかもしれませんが、G-Codeが触れるのは楽しいものです。
ただし、筆者の環境では、実機はAdventure3しか確認できませんのでご了承ください。
フリーソフトページから、ダウンロードできます。
2023/01 オリジナルデータの上部のコメント文「;」を全て削除して作成すると
再度そのデータを読み込んだ場合、正常に読み込めない症状を修正しました
ver1.6 になります。