約5年前に購入した3Dプリンタ「FlashForge Finder」が壊れました。
最近動かす機会も減って数か月ぶりのプリント。
一個目は正常に終了しましたが、二個目の途中でフィラメント詰まり。
詰まりを解消しノズル掃除して、再度スタートでもまた詰まり。
予備のノズルに交換したけど、また詰まり・・・今度はまったく詰まりがとれません。
しょうがないので、ヘッドを分解する事にしましたが、どうしても外れない箇所があります。
もう少し頑張ろうかと思いましたが、もう5年以上使ったし、PLA以外のフィラメントも使いたくなったので、新しいのを購入する事にしました。
やっぱり慣れてる事もあり、flashforge製の「adventurer3」に決めました。
ところが、新機種がでてます。1万円UPで予約販売ですが、こちらにしました。

第二回目予約品なので、9月上旬ごろかな?
と思っていましたが、お盆明け、意外と早く先日到着しました。(^^♪
立ち上げ方法は、ネット上に沢山あるので、そちらを参考にしてください。
ここでは、筆者が実際に開封からテスト印刷などやって気になった点を書いてみます。
開梱
この段ボールは、今後修理依頼や処分依頼などの時のために、保管しておきます。
結構場所とるんだよね~
付属品確認

欠品はありません。
おまけのフィラメントは、250gなんですね。
20gの製品が12個程度、テストプリントなどで、すぐになくなりそう。
内部の紙製クッション材取り出しは注意
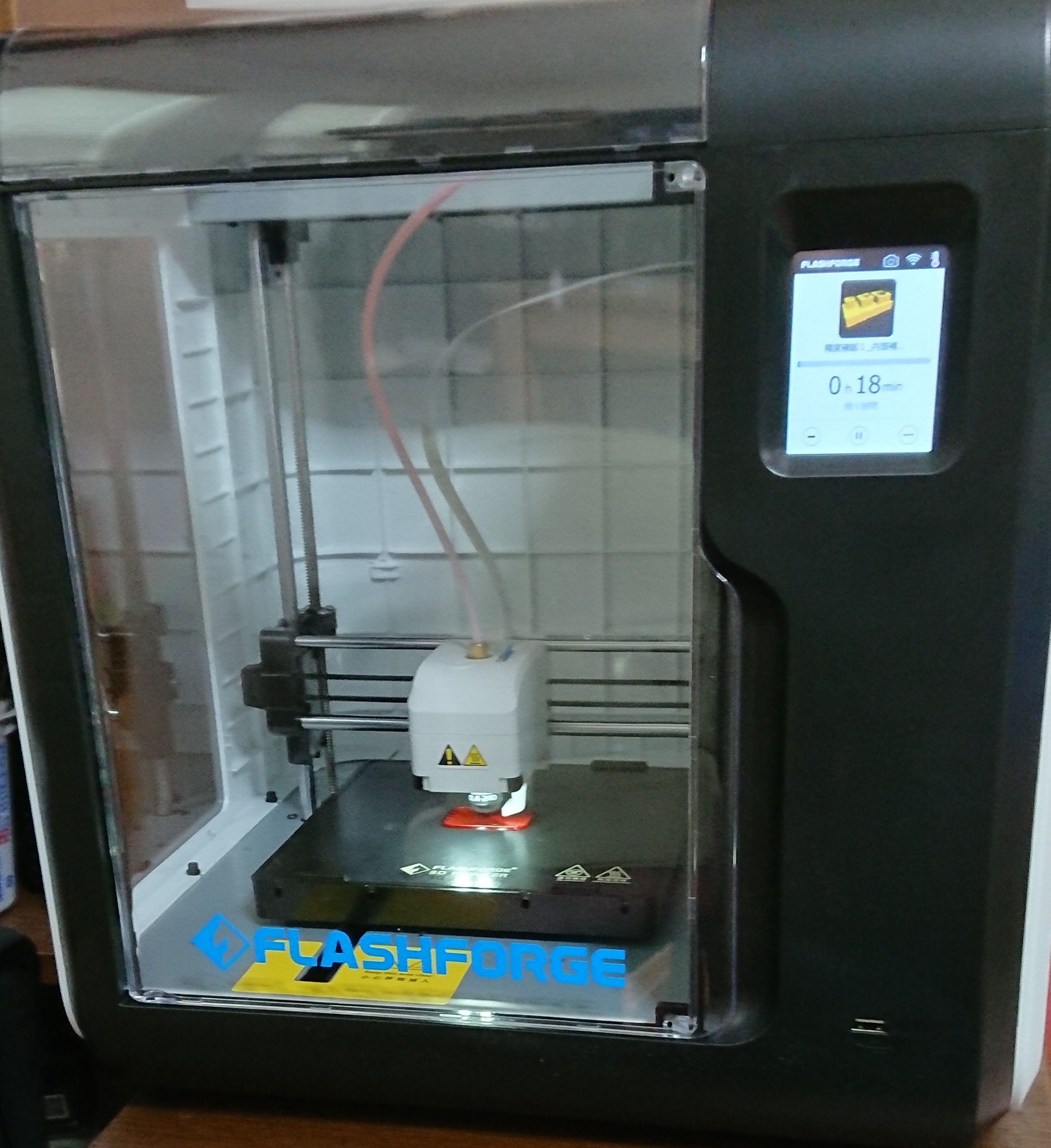
ビニールのラッピングを取り外すと、完全に組み立てられたプリンタが現れました。
すぐにでもプリントできそうです。
取説はこちらからダウンロードできます。
取説では開梱最後の作業は、機器内部の紙クッションの取り外しですが、ヘッドが下がっていて無理に外そうとするとヘッドを壊しそうで怖いです。
下記動画をみると、取り外し前に電源を投入し、プリンタのタッチパネルでヘッドを上部へ移動させてます。
このほうが安全そうなので、やってみました・・がぁ!
これは、今回の機器では逆に危険でした!!
電源を入れると操作パネルで手動操作できると思っていましたが、勝手に動作を始めてしまいました。
よく覚えていませんが、校正作業メッセージで「OK」を実行してしまったのかもしれません。
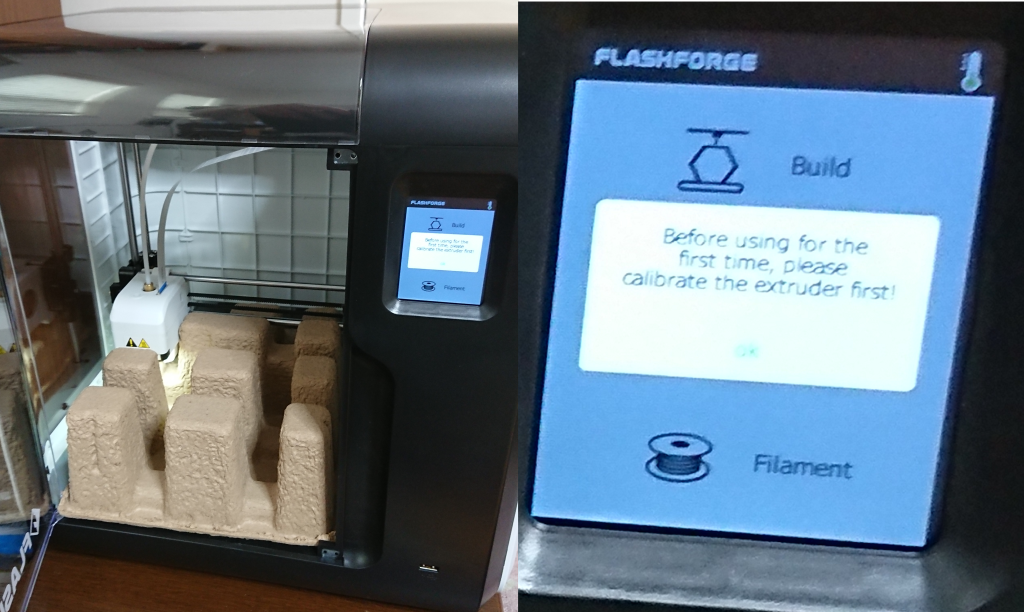
とりあえず、ヘッドは上昇したのでホットしました。
まだ動いている最中でしたが、上がっている隙に、紙クッションを取り外しました。
このサイト、よく見ると、下部に注意事項がかかれてました。
※ご購入時期によって内容物や固定方法などが動画と異なる場合もございますため、ご注意ください。
ヘッド高さ校正
さて、マニュアルによると、「校正」の前に、「フィラメント挿入」の方法が書かれているので、
「校正」作業は、「フィラメント挿入」後が正式な方法かもしれませんが、
上記のメッセージに従い「校正」を実行してしまったので、
フィラメントは空の状態で行いました。
「校正方法」は、ネット上にも沢山公開されてますが、注意点としては
- フィラメント挿入後に行う
- フィラメントがノズル先端に残っている場合には必ずニッパなどで取り除く
- ヘッド移動で調整する際、必ず下移動状態で設定する
この3点です。
0.2mm程度のシムで調整するように書かれていますが、下げながら調整して行き
場合によっては、「ちょっと下げすぎてキツイな!」と一段階上げたくなる事もありますよね。
そんな時は、一度大きく上昇させ再度確認しながら下げていきますが最終段階がむずかしそうです。
それで、私は、0.3mmと0.2mmのシムを用意して、0.3mmに軽く接触した状態から1段階下げ
0.2mmで確認するという方法で調整しました。
今回はまずフィラメント挿入前に校正したので、再度、フィラメント挿入後にも「校正」しました。
このように再校正する場合には、「2.ノズル先端」の確認は忘れないように、注意が必要です。
ノズル先端は掃除しましたが、挿入前は、「0.3」だったのが、挿入後は、「0.6」になりました。
あまり当てにならない数値かもしれませんが、やはり「フィラメント挿入」の有無で
校正値は変わるようです。
成形状態の校正だと考えると、挿入後が正解のように思います。
ガラスビルドプレート
「adventurer3」と「adventurer3 Pro」の大きな違いは、
「265度高温ノズル」が追加で付属されることと、ビルドプレートが「ガラス製」になった事です。
価格差は、「Pro」が約¥10,000高いです。
ただ、「265度高温ノズル」だけでも購入価格は、¥5,000なので、私は「Pro」にしました。
「265度高温ノズル」に興味ない人は、「adventurer3」がいいかもしれませんね。
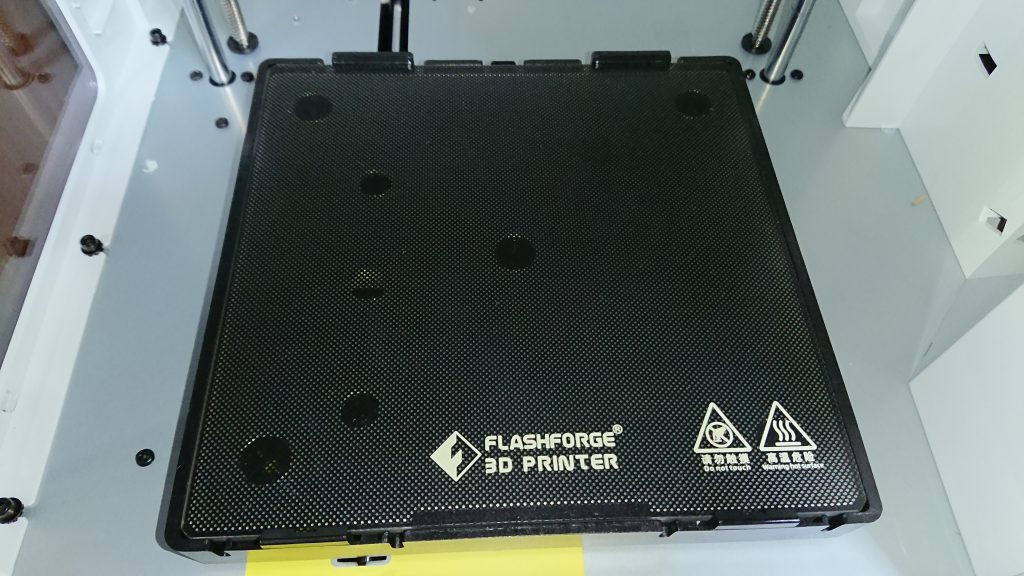
「ガラスプレート」使ってみた感想ですが、筆者が感じている、短所は
ビルドプレートを機外へ取り外しができない。
もともと剥がしやすいのが長所と言われているので、条件がいい時には、
さっと綺麗には剥がれるのですが
底面面積が広かったり、温度が高めの場合には、機械内部での剥がし作業になります。
素手ではなかなか剥がれない場合には、ペンチやニッパを使う事になりますが、
機械内部では形状によってはペンチでも挟みにくい事もあります。
こんな時には、ビルドプレートを取り出して、外で作業したいですね。
これが簡単には出来ません。
ビルドプレートの取り外しは、かなり大変。
今後の事も考えて、練習で取り外してみましたが、結構大変でした。
プレート手前の引っ掛かりを、少しずつ手前にまげて取り外しますが、
プラットフォームの外縁が割れないか怖かったです。
また、入れるのも結構大変でした。
慣れが必要だとは思いますが、あまりやりたくない作業です。
ビルドプレートは取り外せないと思っていたほうがいいです。
ラフトなしでは、剥がれやすい
底面積が狭い場合、ラフトなしで印刷したところ、途中で剥がれてしまいました。
上とは逆の症状ですが、やはり「ガラス」は剥がしやすいのだと思います。
ビルドシートの温度やラフトとの隙間など、もう少し経験が必要そうです
スティック糊やマスキングテープも検討中ですが、まず失敗したくない場合、
ラフトは必須かもしれません。
今気になっているのは、この3点です。
ラフトの件は、印刷設定や条件がつかめれば、解決しそうです。
そうすると、「剥がしやすい」や「傷つきにくい」などの長所が大きくなると思います。
ただ、接着力が強い場合、機械内部での作業はなるべく避けたいところです。
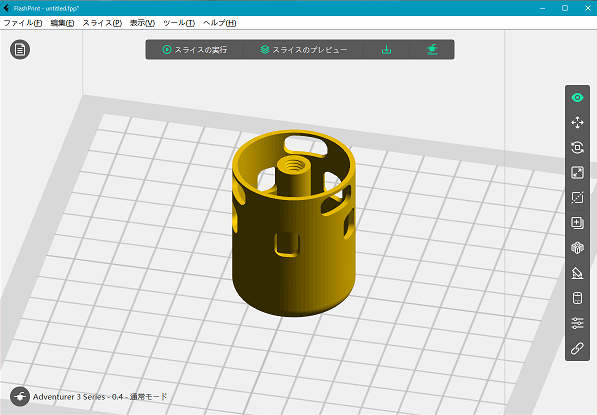
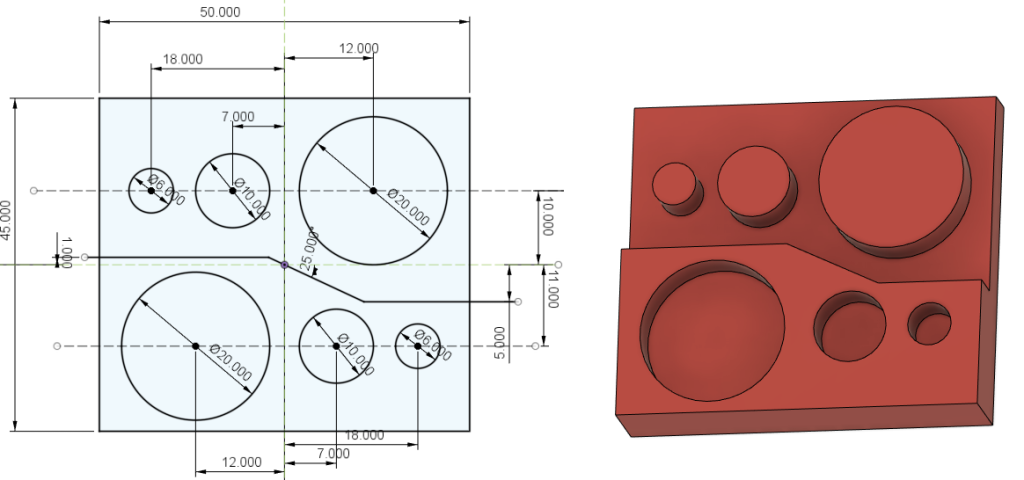
精度確認
印刷精度を確認するために、Φ6、Φ10、Φ20 の凸凹形状の単純なモデルを用意しました。
素材は、おまけに付いてきた「FlashForge-PLA」フィラメントです。
PLAは、FDM方式3Dプリンタでは最も使われている素材で、印刷も一番簡単だと言われています。
収縮なども少なく、精度も一番出しやすいと言われているので、機械の精度確認にもってこいです。
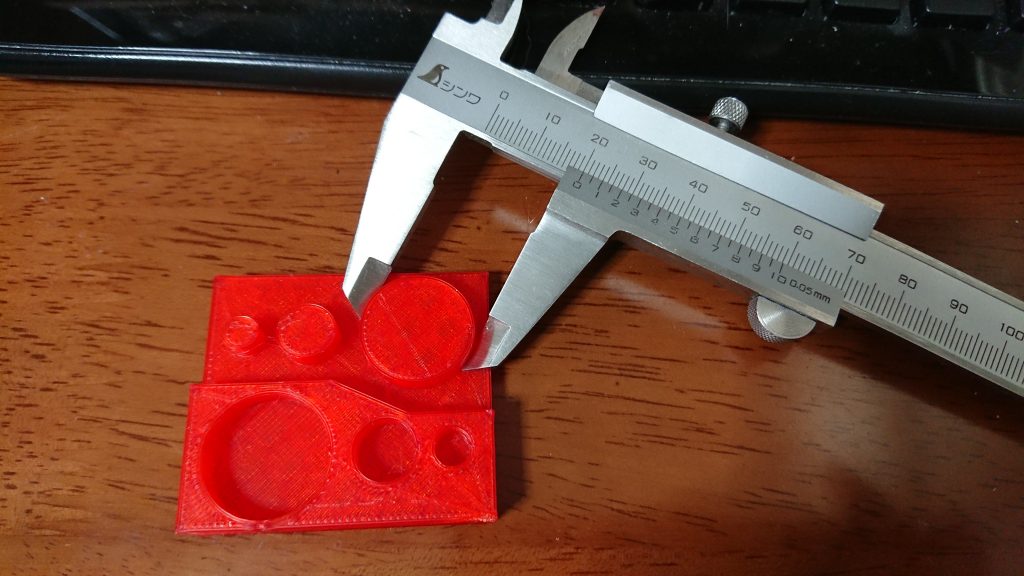
標準のスライサー「FlashPrint 5」のデフォルト設定で印刷しました。
凸形状は、ホームセンター購入のノギスレベルですが、精度はほぼいい感じです。
凹形状は、径で「-0.2mm~-0.3mm」小さかったです。
この家庭用の3Dプリンタにどこまで精度を求めるか?
はどのような製品を作るかだと思いますが、組み立てるパーツの場合には、
やはりある程度精度はつかんでおきたいですね。
今回のテストプリントでは、凹形状を少し大きめに調整すれば、±0.1mmぐらいにはできそうです。
精度調整
凸か凹かの単純な調整ですが、標準スライサーの「FlashPrint 5」には、
スライス時に調整するパラメータがあります。
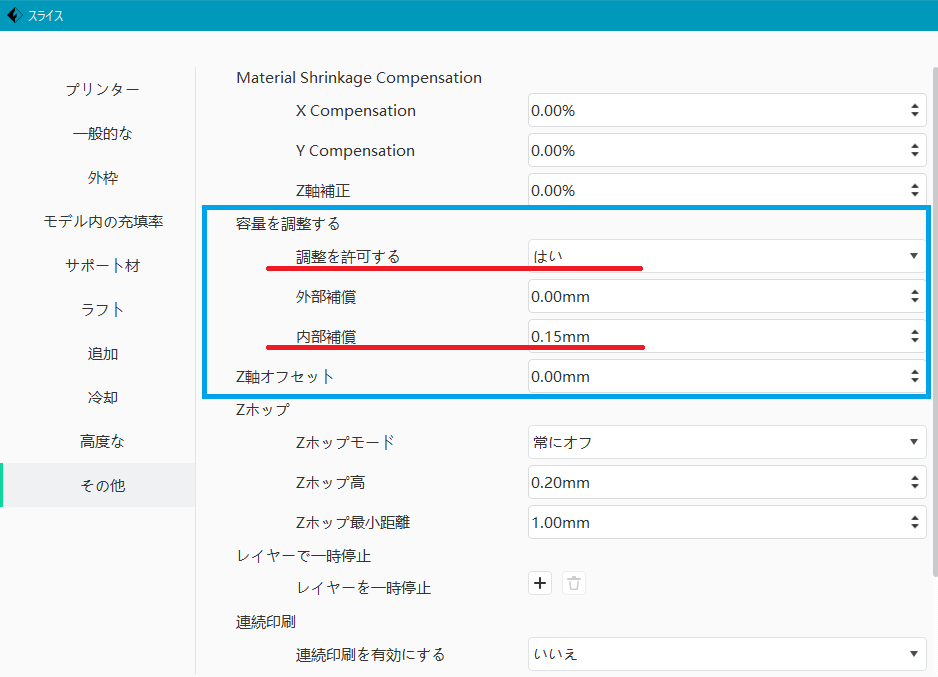
「調整を許可する」はデフォルトでは「いいえ」になっていますが、「はい」に変更。
日本語訳が少しおかしいですが、「外部」と「内部」があるので、今回の場合
「内部補償」の値を調整し、「0.15mm」に設定して再度印刷しました。
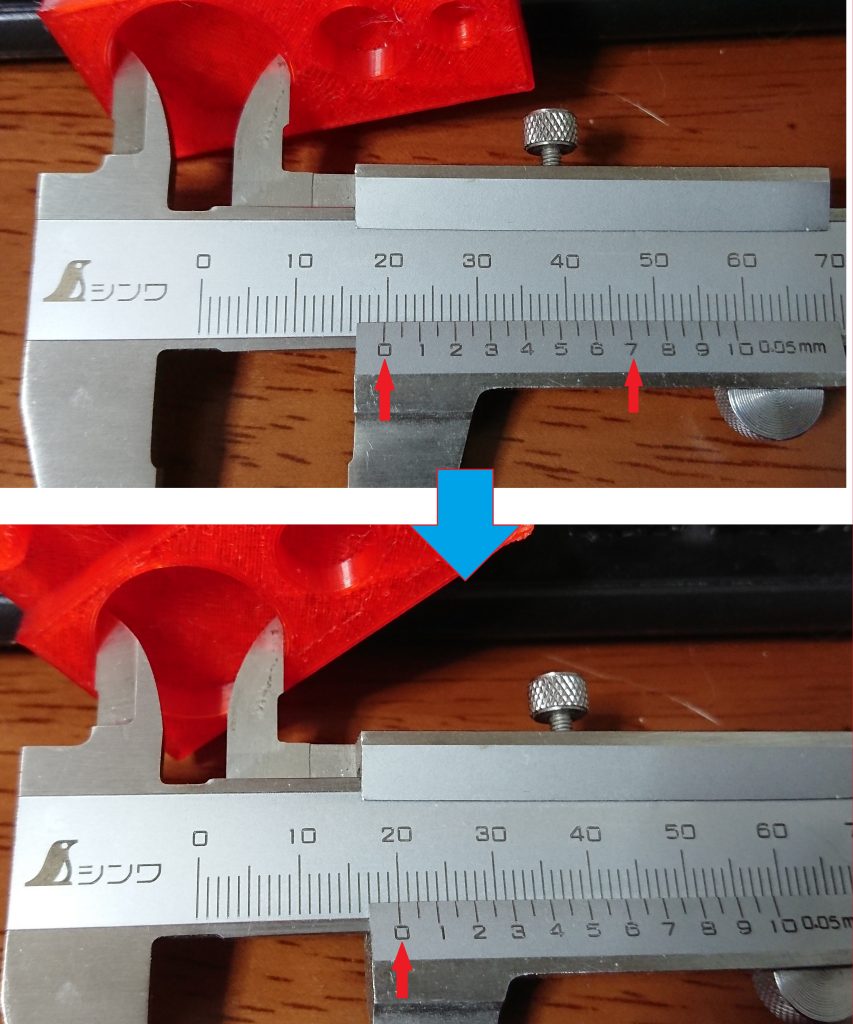
測定箇所によっては、誤差がでていますが、モデルの変更する事なく、
スライサーでの調整が反映されています。これは、便利ですね。
ただ単純な凸凹だけなので、横縦の比率や、スケーリング的な調整となると
モデルを調整する必要があります。
ネジ
パーツを組み合わせる場合、やはりネジ締結は最強です。
ネジを印刷しみました。
Fusion360 では、標準ネジは、簡単にモデリングできます。
M6を配置して、「調整を許可」の設定で印刷してみました。

印刷は何事もなく完了しましたが、ボルトを入れてみると一応口元は入りますが、
ねじ込むにはちょっとキツイです。
ここで、「タッピさらい」も考えましたが、無理に「さらう」と金属と違い
PLA樹脂なのでネジ山を壊してしまいそうです。
ここはまず、きついながら、六角レンチでボルトをねじ込み、その後タッピングしました

タップが立てば、こっちのものですね。
手締めでするするといい感じ入ります。
Adventurer3 Pro の印象
家庭用としては、とてもいい機械と思います。
・本体が非常にコンパクトで軽い。
・動作音がかなり静か。同じ部屋にいても、ぜんぜん気にならないレベルです。
・Wifi設定が簡単で使いやすくなりました。インクプリンタとほぼ同じ使用感です。
・樹脂交換も簡単。取り外し・挿入も自動でやってくれます。
・ガラスビルドプレートは印刷傷がつかないので、ビルドシートの交換は不要。
・交換式ワンタッチノズル。解消できないフィラメント詰まりもノズル交換で対応。
気になる点
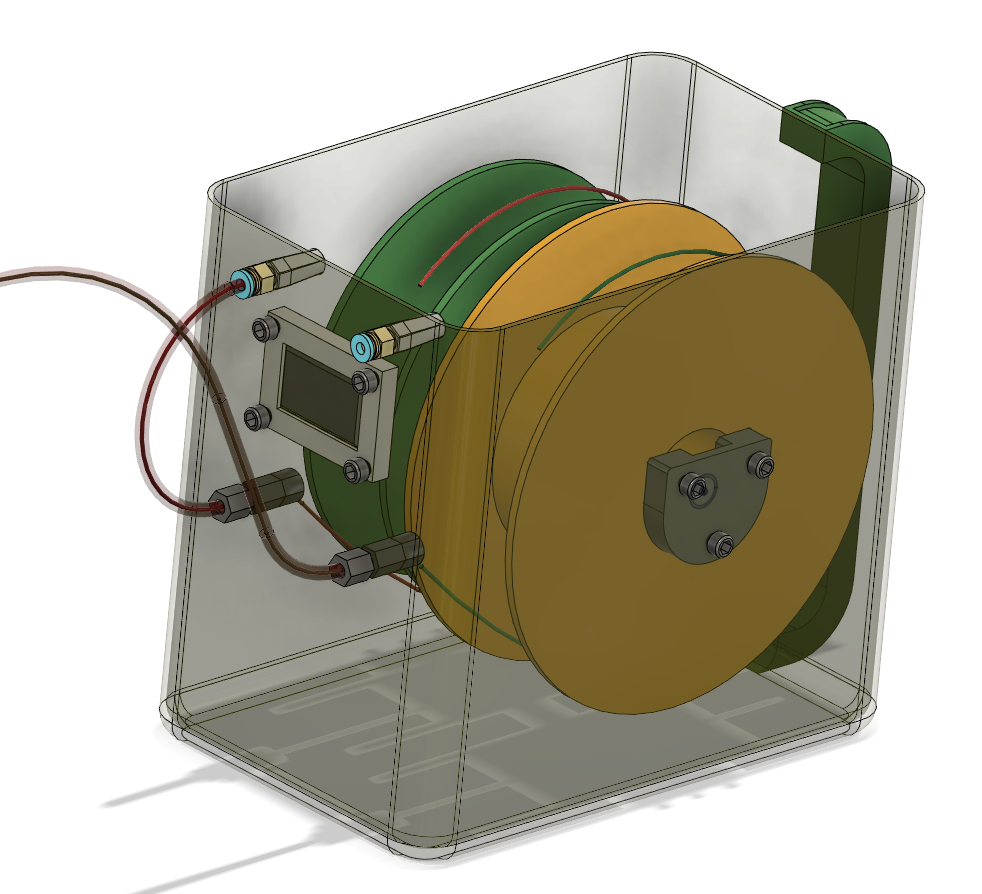
・Adventurer3シリーズ全般ですが、500gフィラメントしか内部収納できない。
1000gを使用したい場合には、外置きを検討する必要があります。
・プラットフォームのメカ的な水平だしが、かなり困難
特に、Pro のガラスプレートは、ビルドプレートの取外しも大変です。
・ボーデン式、エクストルーダー
プリンタ上部がフリーなのはいいですが、やっぱりダイレクト式に比べるとフィラメントの押し出し性能が悪く詰まりやすいように思います。(今までは詰まりは未経験)
したがって、フィラメントリールの回転のスムーズさや、フィラメントの乾燥度合、ヘッドのメンテナンスなどフィラメントからヘッド周りは少し神経質になったほうがいいように思います。
さらにプリント条件設定もスキルアップしておいたほうがいいと思っています。
スライサーFlashPeint5
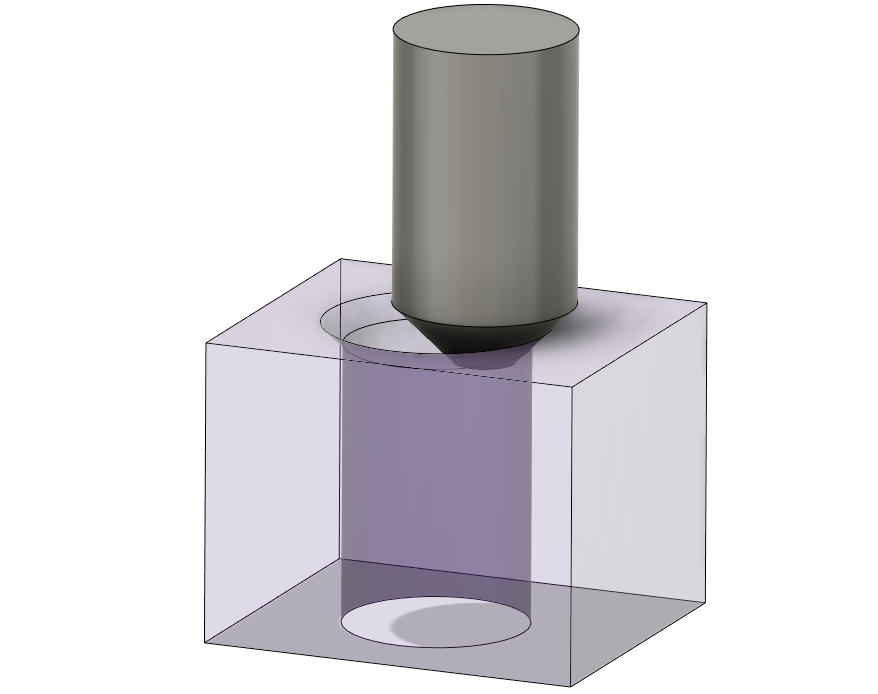
・途中で一時停止する機能を使用する事で、フィラメントを交換して色を変えたり、
ナットやマグネットなど、成形途中で、別部品を挿入したりすることができます。
挿入する場合には、必ず、現在の印刷高さより、低くなるように挿入する必要があります。
ただし、一時停止コードは、旧版のFlashPeintでは、製品高さで指定できましたが
FlashPrint5 では、レイヤー指定になりました。
ちょっと、使いずらいので、作成済みの G-Code「.gx」ファイルに、高さ指定で
一時停止コードを挿入するソフトを公開しましたので、興味あれば覗いてみてください。