Adventurer3Proを購入して約1年たちました。
その時も、精度確認しましたが、購入から約1年たちましたし、
最近「eSUN」のフィラメントを使い始めた事もあり、再度精度確認してみます。
また、「FlashPrint5」の調整方法もよく理解していなかったので、こちらも検証してみます。
確認モデル1
まずは、確認用として非常に単純なモデルを用意しました。
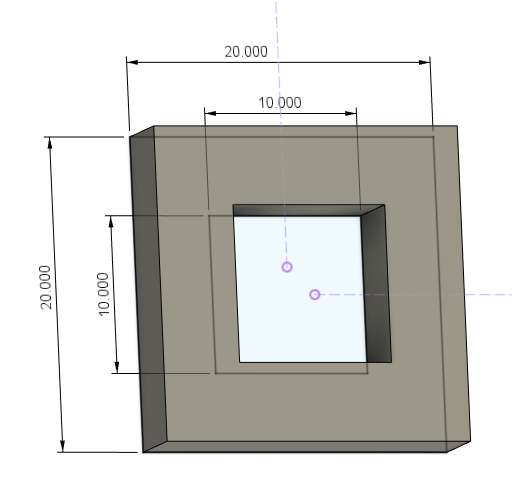
□20mmのブロックに、□10mmの□孔が開いている形状で、厚さは5mmの簡単なモデルです。
スライサー、デフォルトでテスト印刷
スライサーは「FlashPrint 5」を使用して、「樹脂の種類」を「Flashforge-PLA」のデフォルト設定で
ラフトのみ「無効」にしてプリントしてみましたが、ちょっと反りがでたので、
最初の一層目のみ、最大スピードを30mm/sに変更し再度プリント。
外径X方向:20.0mm
外径Y方向:20.2mm
内径X方向:9.8mm
内径Y方向:10.0mm
厚さ: 5.0mm
ホームセンターで購入のアナログノギスでの測定なのと、積層ピッチが「0.18」で、
側面は積層痕でガタガタしてるので、その程度の測定精度ですが、これを基に調整してみます
プリント補正
「FlashPrint 5」の「エキスパートモード」では、「その他」の項目でプリント精度をある程度調整する事ができます。
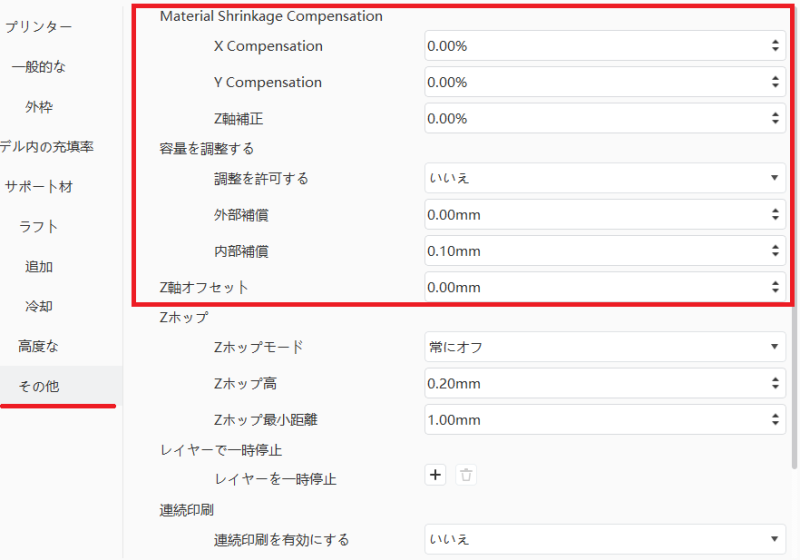
「Material Shrinkage Compensation」では、仕上がり寸法の「縦横」の誤差を比率で調整する機能のようです。
「容量を調整する」を「はい」にすると、凸形状、凹形状の調整ができます。
設定値は、片側入力なのか両側入力なのか?
また、はたしてきちんと補正してくれるのか?
スライス後、G-Codeで確認してみます。
上の確認モデル1:外径□20mm、内径□10mmをスライスして確認してみます。
補正なし
まずは、パス幅0.4mm、補正なしで、スライしてみます。
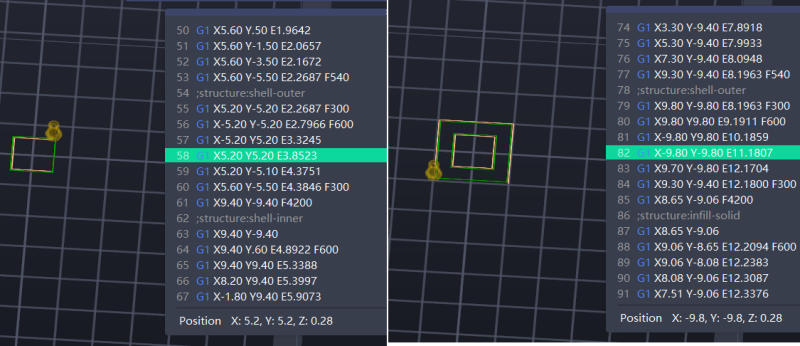
内径は□10mmなので、パス幅0.4mmを半分を考慮して、X,Yとも「5.2mm」になってます。
外径は□20mm、なので、パス幅半分を考慮して、やはり同様にX,Y共に「9.8」になってます。
パス幅の中心をノズルが通り、パス幅の半分が仕上がり側面になるようなパス計算のようです。
Y Compensation = 1%
次に、Yのみ「1%」補正してみます。
「1%」なので、内径□10mmは、Yのみ10.1mm、外径□20mmは、Yのみ、20.2mmになるはずです

ちゃんと、補正されているのがわかります。
内側のみ補正:「内部補償=0.1mm」
内部補償と言う言葉がちょっとへんですが、凹側面の補正の事だと思います。
設定値0.1mmが半径補正値なのか?両側補正値なのか?も確認してみます。
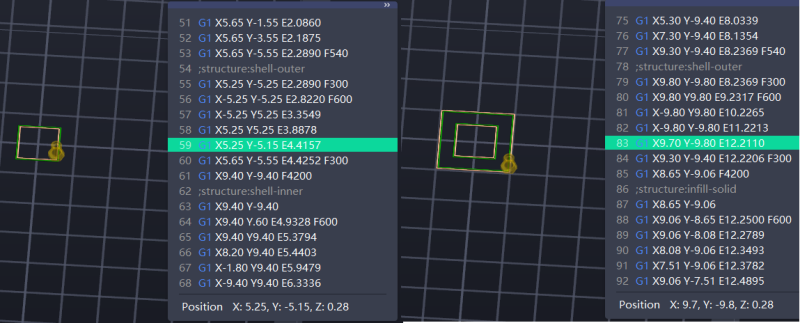
内側のみ、±5.25になっていますから、両側で0.1mm補正されているのがわかります。
外側は、補正されていなくて、正常ですね。
プリント結果に合わせた補正
これで、「Material Shrinkage Compensation」と「容量を調整」の補正値の入れ方がわかりました
テスト印刷結果から、内側がネライより径で0.2mm小さく、X,Yの比率では、Y方向を1%小さくしてみます。
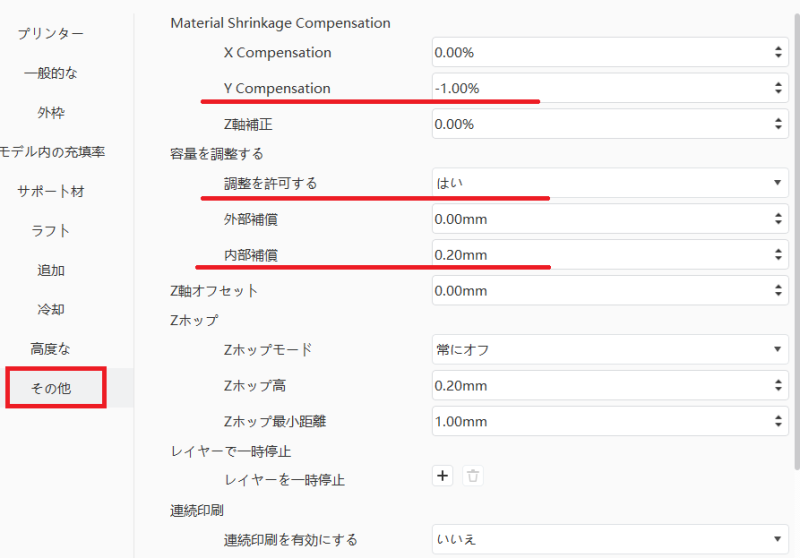
補正後のプリント結果は、補正が効いているを確認できました。
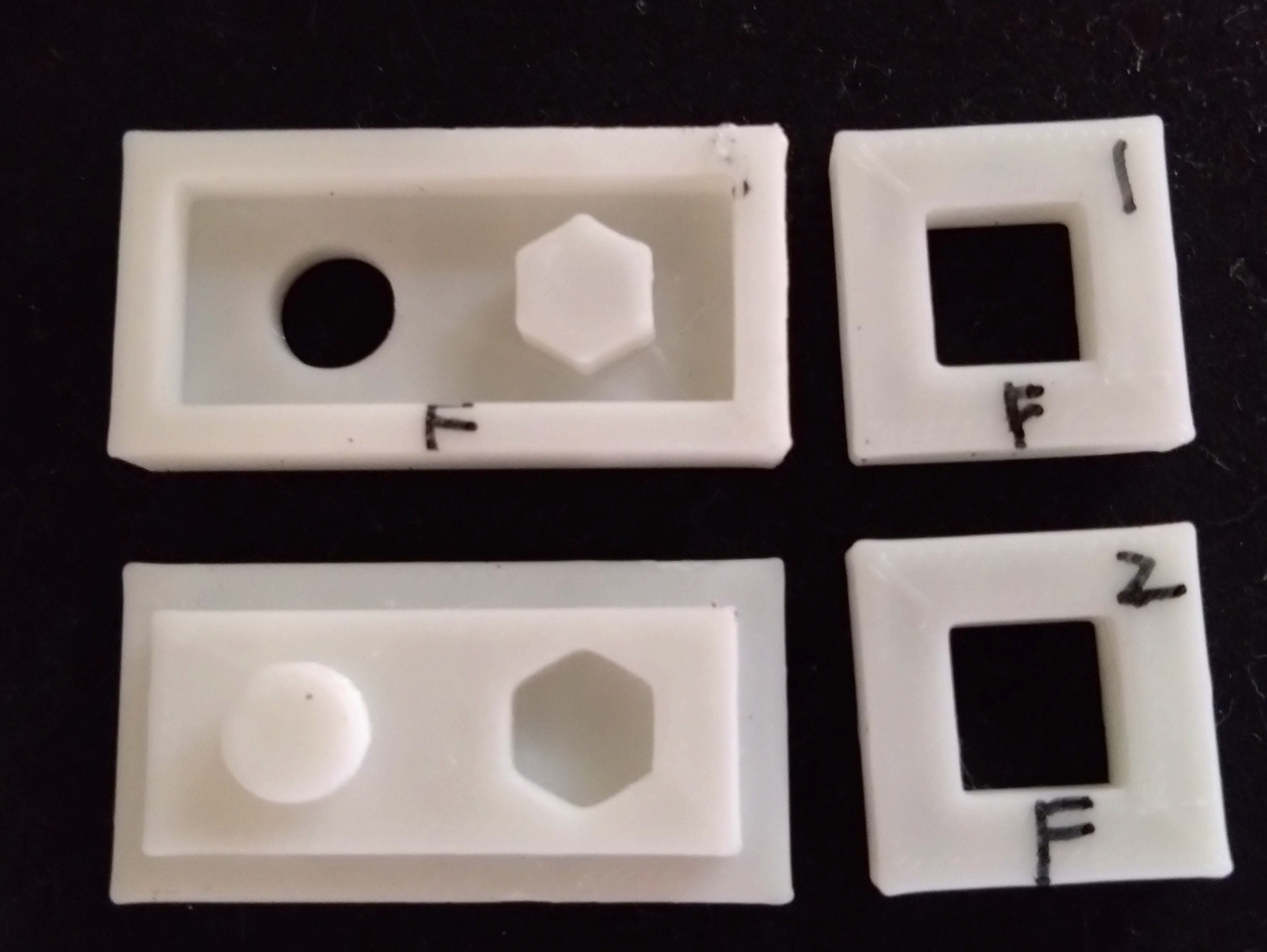
確認モデル2
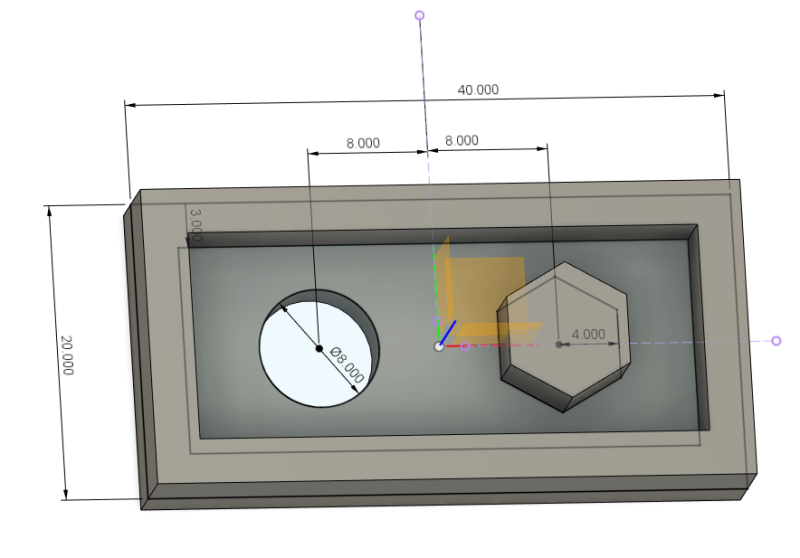
補正値を設定し、もう少し複雑なモデルを印刷してみます。
測定した結果は、まあまあでした。
測定機器がノギスと言う事もありますし、面精度がガタガタなので、正確な測定はできません
まぁ、幅で0.1mmには、入っていると思います。
ただ、形状の製作精度の検証は、幅だけでは不十分で、位置関係の測定も必要ですが、自宅ではできません。
そこで、反対側を作成し、ある程度のクリアランス(隙間)を設けて、組み付けてみようと思います。
相手側をモデリング
相手側は、ブロック素材から、ブーリアン演算で引き算させる事で簡単にできます
さらに、クリアランス(隙間)を付けるため、Fusion360では「プレスプル」と呼ばれている機能で幅を修正します。
片側0.1mmのクリアランスに設定しました。
この2つのパーツが組み合わされれば、クリアランス片側0.1mmと言っても、
数か所の凸凹形状や各部分の位置関係がすべてその範囲以内で出来ていると言うことなので
それ以上の精度だと言えます。
二部品結合
さて、二つの部品を結合してみましょう!
最初ちょっと硬かったですが、いい感じに結合できました。
はずすのも結構大変です、スクレーパーで少しずつ広げていって、どうにか外れました。
この積層痕の悪い面精度でも、入ったので、面精度が良ければ、もう少し簡単に挿入できると思います。
片側0.1mmよりも、確実にいい精度でプリント出来ていると思います。
今回の積層条件では、硬い締結の場合には、「片側0.10」のクリアランス。
もう少しゆるく取り外ししたい場合には、「片側0.15」ぐらいが、いいように思います。
CAD/CAMにもほしい機能
工作機械でも、メカ的にミクロン精度に保つ事は非常に大変でコストもかかります。
最終的には制御機内でソフト的に補正を行っている工作機械がほとんどだと思います。
ただ今回おこなった補正は、「FlashPrint 5」スライサーの機能を使いました。
工作機械的には、CAMの部分での補正です。
輪郭全周の一定補正であれば、工具径補正で調整可能ですが、X軸、Y軸の比率が公差を超える可能性がある場合、
現状ではCADで加工モデル形状を編集・調整するしかありません。
特に2D輪郭の場合は結構やっかいです。
CAMにもこのような、X軸、Y軸の比率を自動調整してくれる機能があれば、便利ですね。