サンプルモデルと加工用図面
平坦部の加工
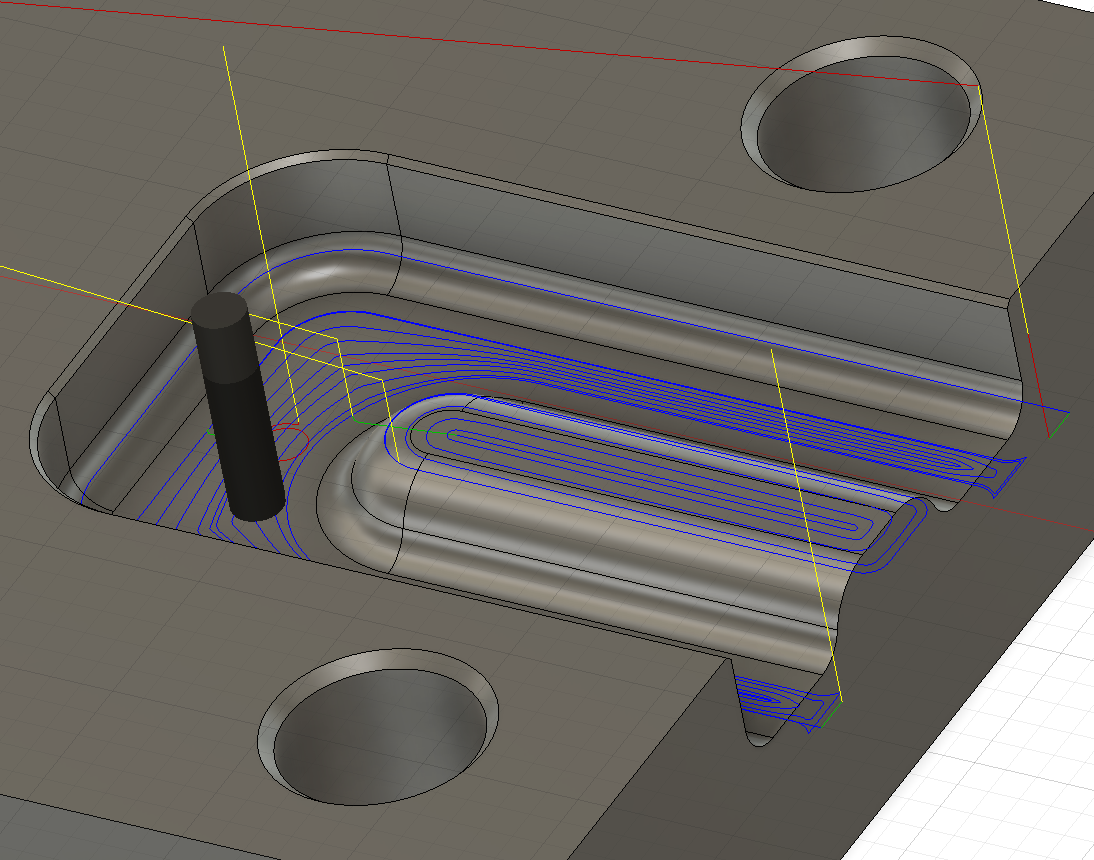
ポケットの底面(平坦部)の加工パスを作成してみます。
ここでのの平坦部とは、緩斜面ではなく、完全なXY平面と平行な水平面とします。
余談ですが、面精度が必要な水平面には、いつも苦労させられます。
スクエアやラジアスなどフラットがある工具では、カッターマークがつきやすく、爪が引っかかる程度でも3μ以上の深さになっている場合があります。
もしRa0.2程度の面精度で、右側のポケットのように、底Rがある形状であれば、ボールエンドミルのほうがいいかもしれません。
ただ、ボールでの加工の場合、工具中心は理論的い週速がゼロとなり摩耗しやすい欠点もあります。5軸機で、傾けて削りたいぐらいですね~。
今回は、加工時間も考慮して、左右ともフラットエンドミルで加工しようと思います。
Fusion360 CAM の平坦部加工機能
Fusion360でのポケット平坦部加工の機能は、「2Dポケット」か「3Dグループ」の「平坦部」を使用する事が多いと思います。
サンプルのような平坦部がすぐに認識できる単純な形状の場合には、「2Dポケット」で、平坦部だと分かっている面を触る事で指定できます。
こちらのほうが、操作も簡単で、計算時間もほとんどかかりません。
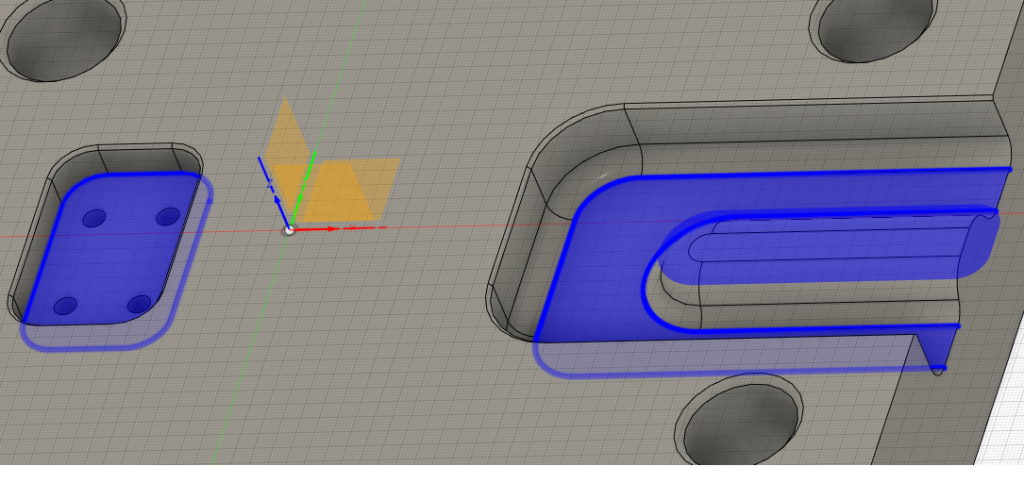
3Dグループ・平坦部
「3Dグループ」の「平坦部」を利用すると、自動的にフラットな「水平面」を検出してくれますから、複雑な3D形状で段差がたくさんある場合には、選択する手間もないし、選択忘れなどもないので便利です。
ただ欠点としては、検出に計算時間がかかります。
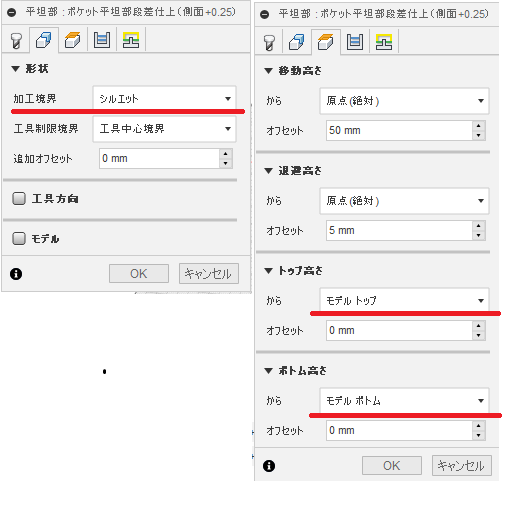
加工境界
自動検出ですから、「加工境界」は「シルエット」で「高さ」は
「モデルボトム」「モデルトップ」でも、各段差の「水平面」を探し出してパス生成してくれます。
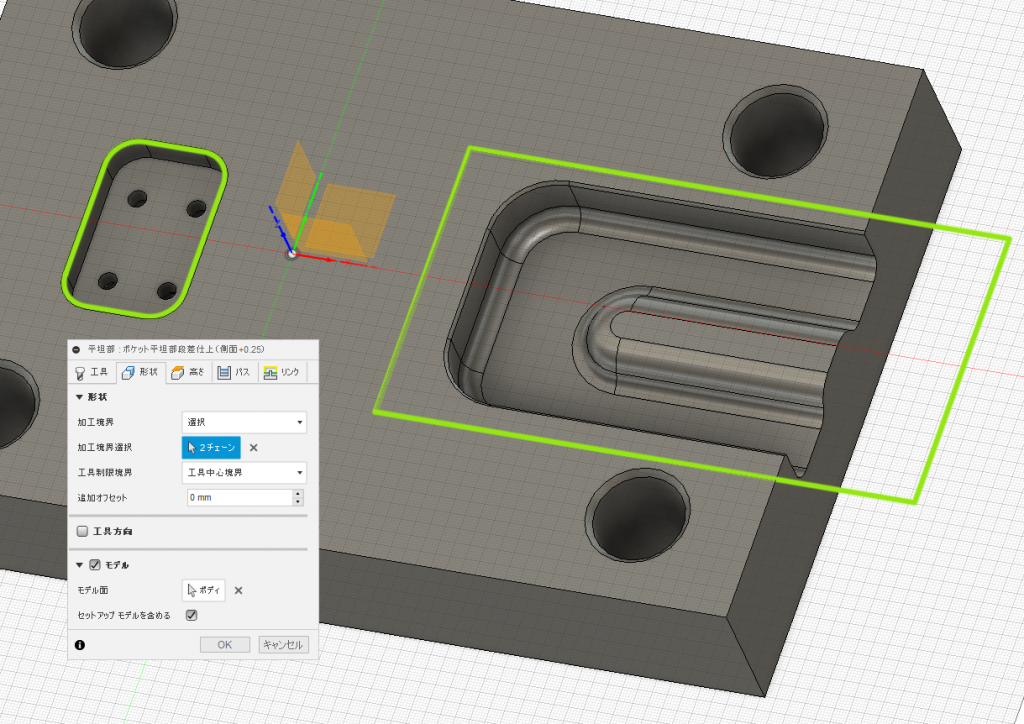
「加工境界」は閉じた領域であれば「モデル境界線」。
開いた領域の場合、スケッチで加工境界線を用意しておくと、「シルエット」よりも外側までパスを追加してくれます。
高さ
ただし、「トップ高さ」を「モデルトップ」にして、モデル上面が水平面だった場合、上面の全領域にもパスが出力されます。
もし必要ない場合には、「オフセット」で若干低い値、例えば「-0.01」などに設定すれば、最上面にはパスが出なくなります。
パス
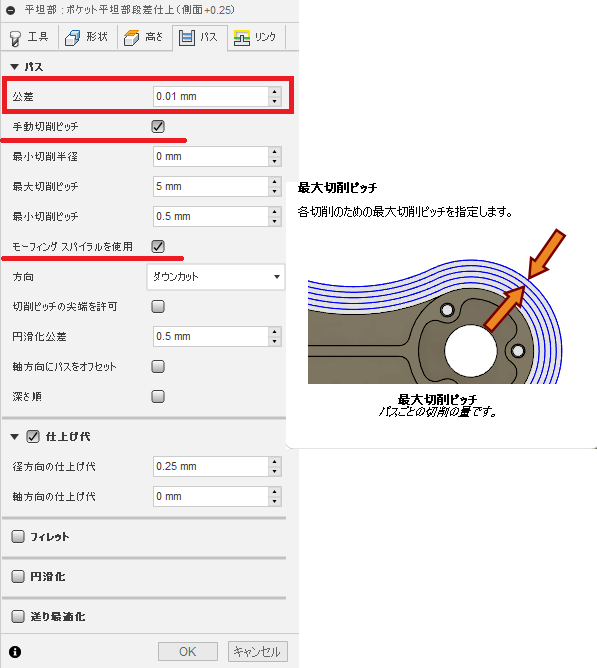
「パス」の「公差」は少し検討が必要です。
精度的には「0.001」など、小さくしたくなりますが、この値によりかなり計算時間が増加します。
ちなみに、筆者の環境で「0.001」にすると、1分50秒かかりました。
「0.01」では6秒、「0.1」にすれば2秒でした。
適当なポストでNCデータを作成してみると、確かにパスの長さは変わってきています。
ただ、3D曲面の加工と違い水平面の加工なので、パスの経路が違っていても、Z値は同じになるはずです。
Z値が同じと言うことは、一つの要素の長さが多少違っても、深さ精度にはそれほど影響はでないと思います。
NCのブロック数が違うので、実際には削ってみないと全く同じ精度になるとは言えませんが、出力時間が待てる程度で、小さく設定すればいいと思います。
「手動切削ピッチ」をチェックすれば、横方向の切込みピッチを調整できます。
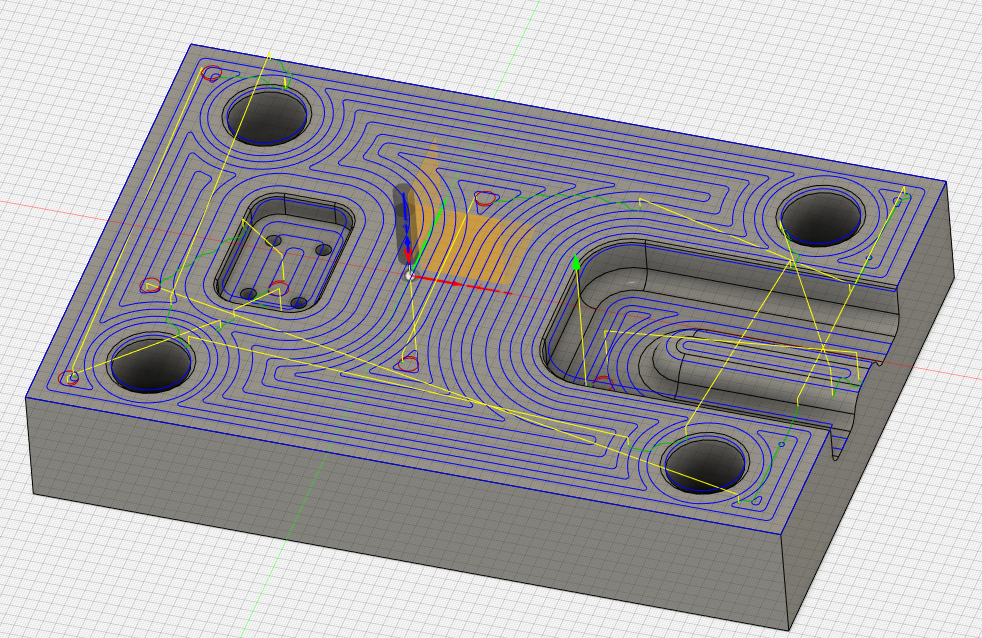
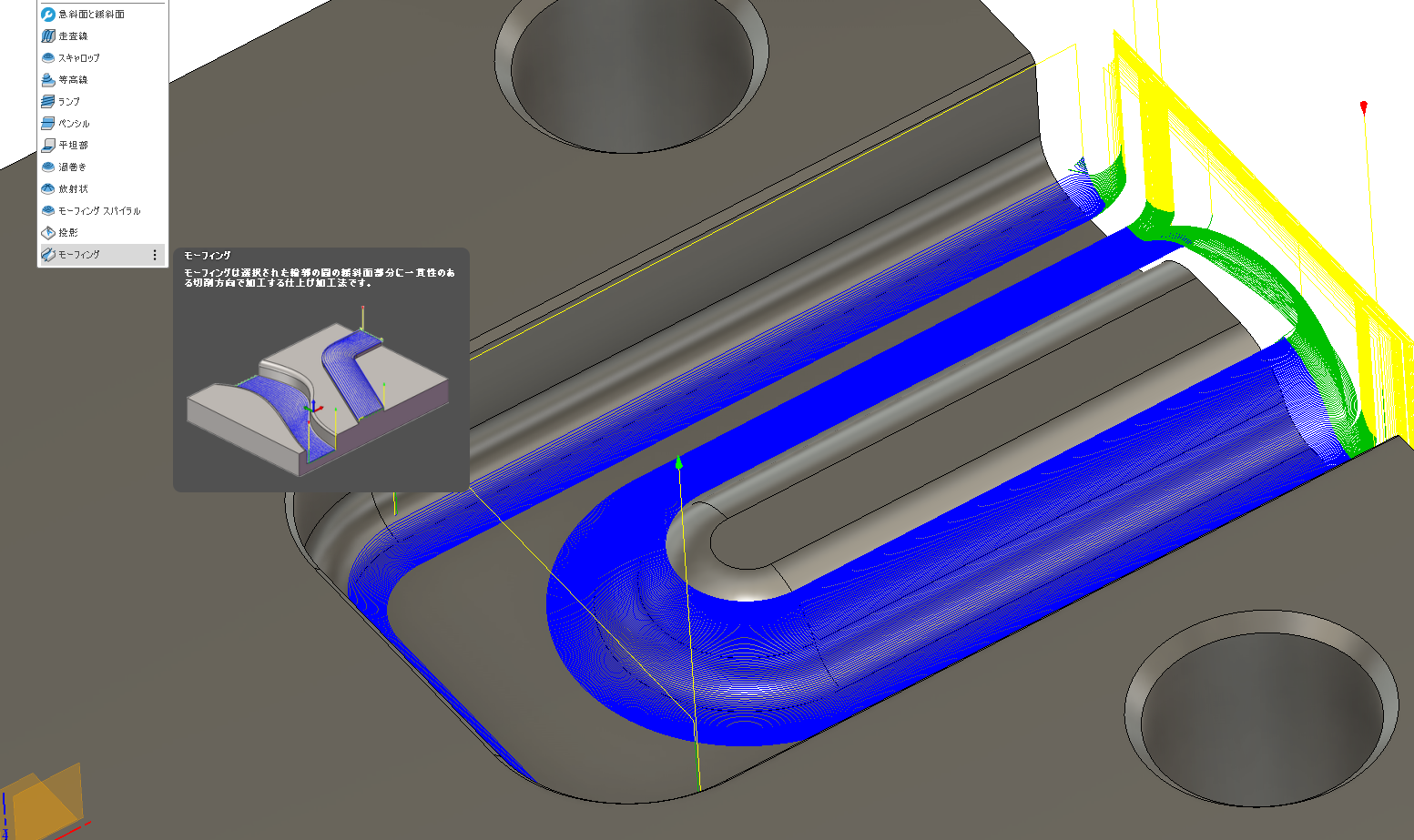
また「モーフィングスパイラルを使用」をチェックすると、切り替わり目のない渦巻的なパスを出力してくれます。
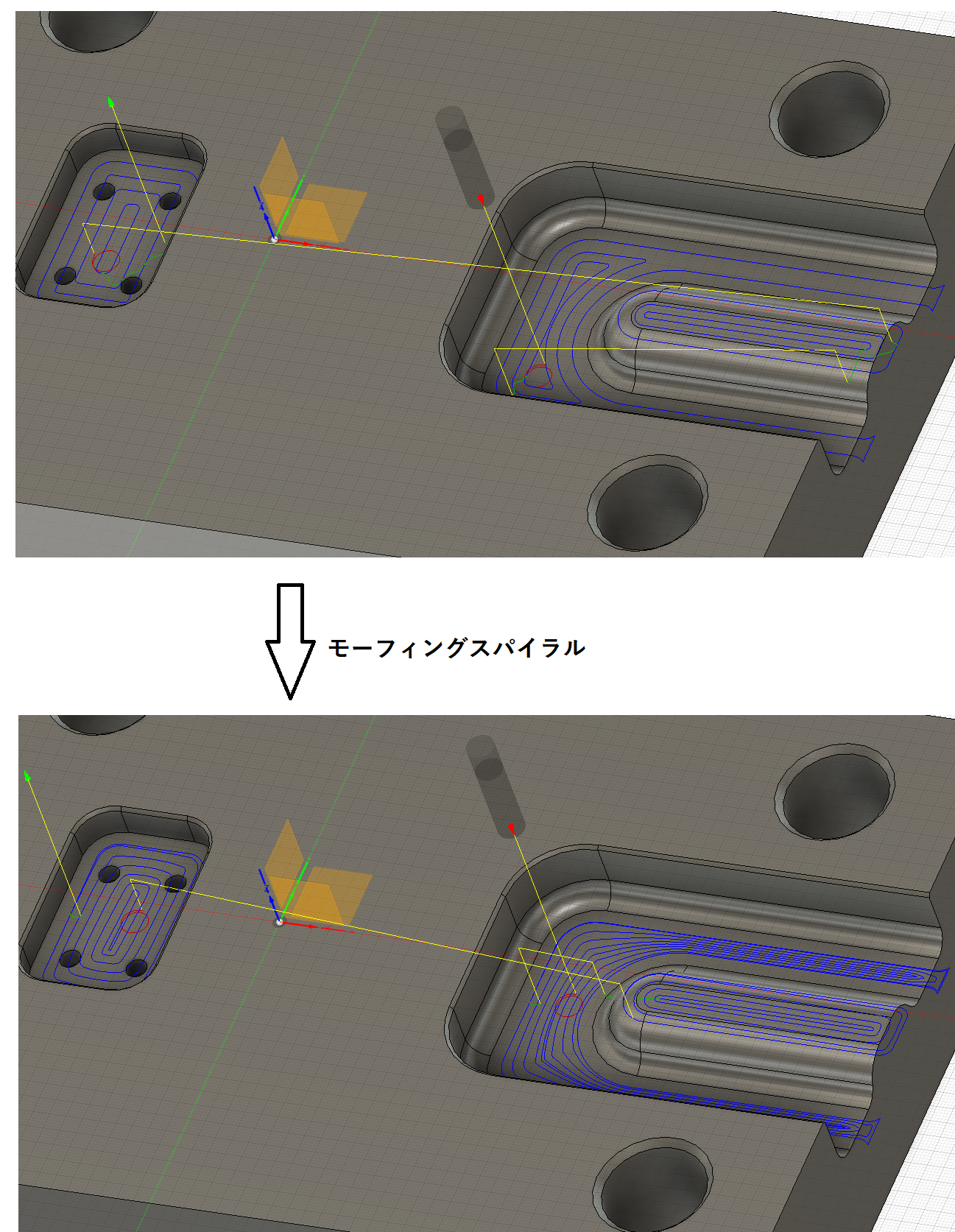
カッターマークは、経験的にパスからパスへの切り替わり時の鋭角的な動作の機械の加速度が変化する場合にでる比率が高いと思っています。
「モーフィングスパイラル」は、渦巻で広がっていくイメージなので、カッターマークが気になる場合には、試してみる価値はあると思います。
カッターマーク対策としては、アプローチ位置も、穴など加工済みの位置や、なるべく外側から進入してもらいたいですが、この位置はユーザーが自由に制御できないみたいです。
ちょっと残念ですね。今後のアップデートに期待しましょう!
工具径補正・側面輪郭加工
ポケット側面を工具径補正を使って、仕上げる加工を考えてみます。
2D輪郭
Fusion360では、工具径補正を利用する場合には、「2Dモード」の機能しか使えません。
たまに、3D等高線加工においても、基本的に工具中心でパスを出すが、工具径補正コードも出力し、調整程度の工具径補正を可能にできるCAMもありますが、3D加工の場合には工具の切削点の位置が変わるので理論的には使用できないと思います。
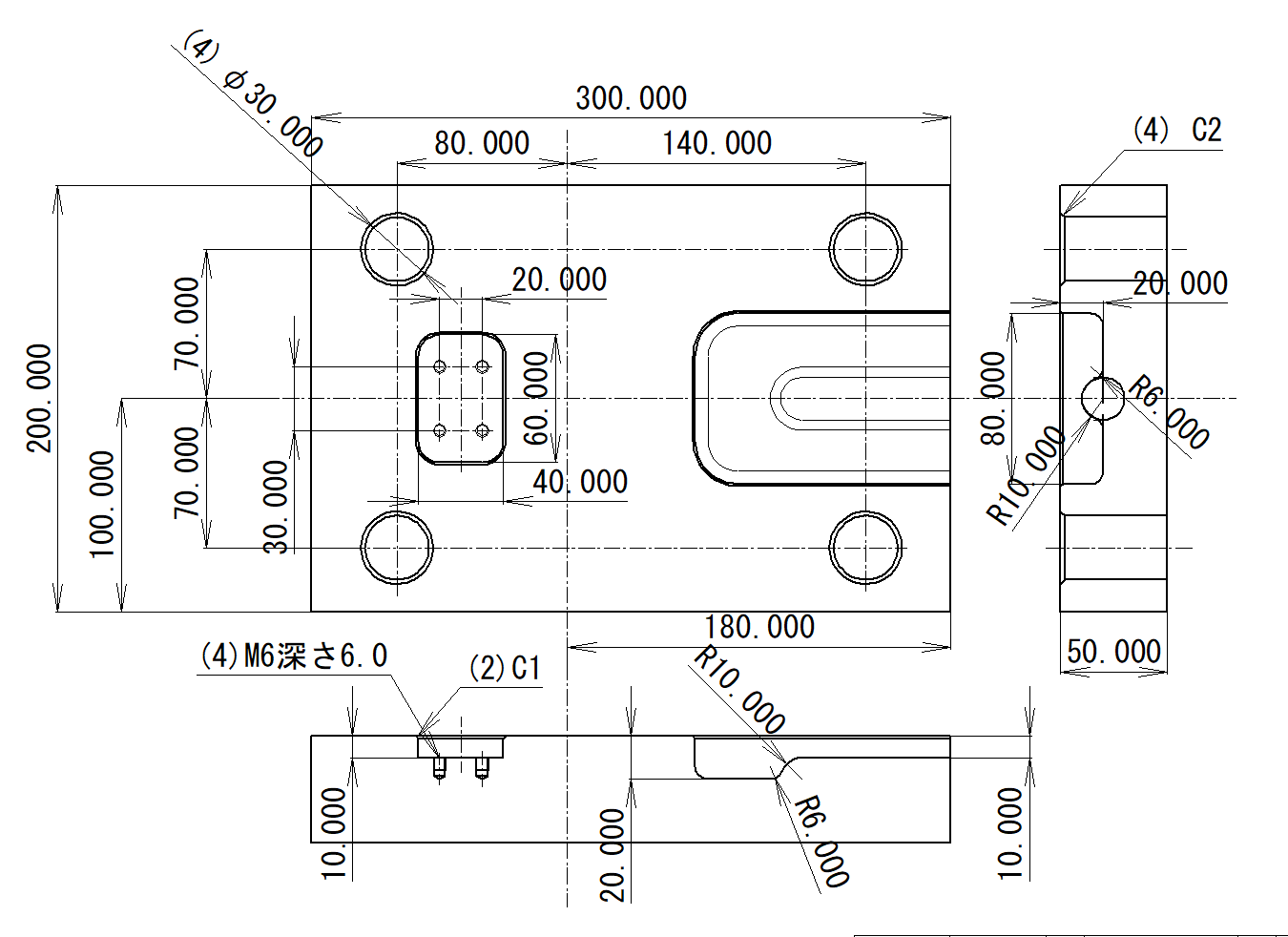
閉じた輪郭
「2D輪郭」では、「工具」を選択後、「形状」タブで「加工輪郭」を選択します。
この輪郭も、事前に用意しておいた「スケッチ線」を選択してもいいですし、モデルから選択する事も可能です。
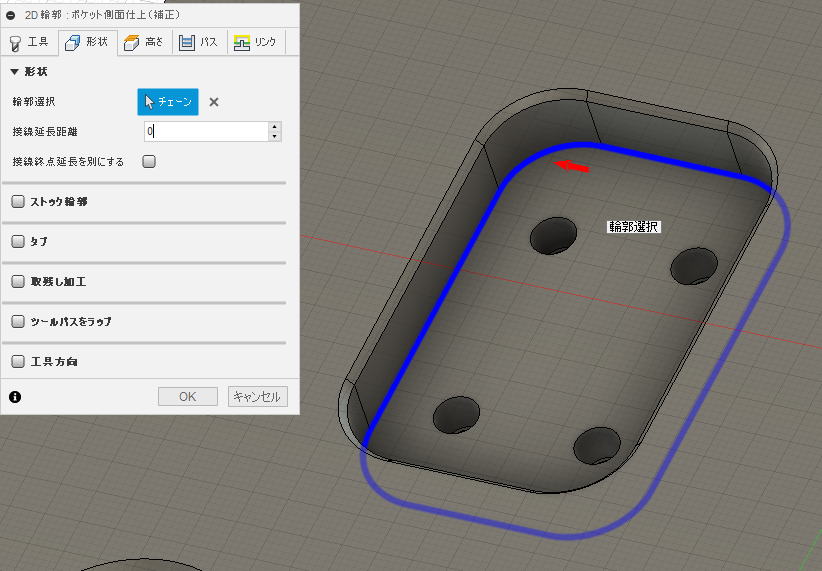
また選択する箇所は、「高さ」の「ボトム高さ」の設定で「選択された輪郭」が選べる事から、可能であれば、最終加工深さの輪郭を選択したほうが楽です。
開いた輪郭
開いた形状の場合ちょっと面倒です。
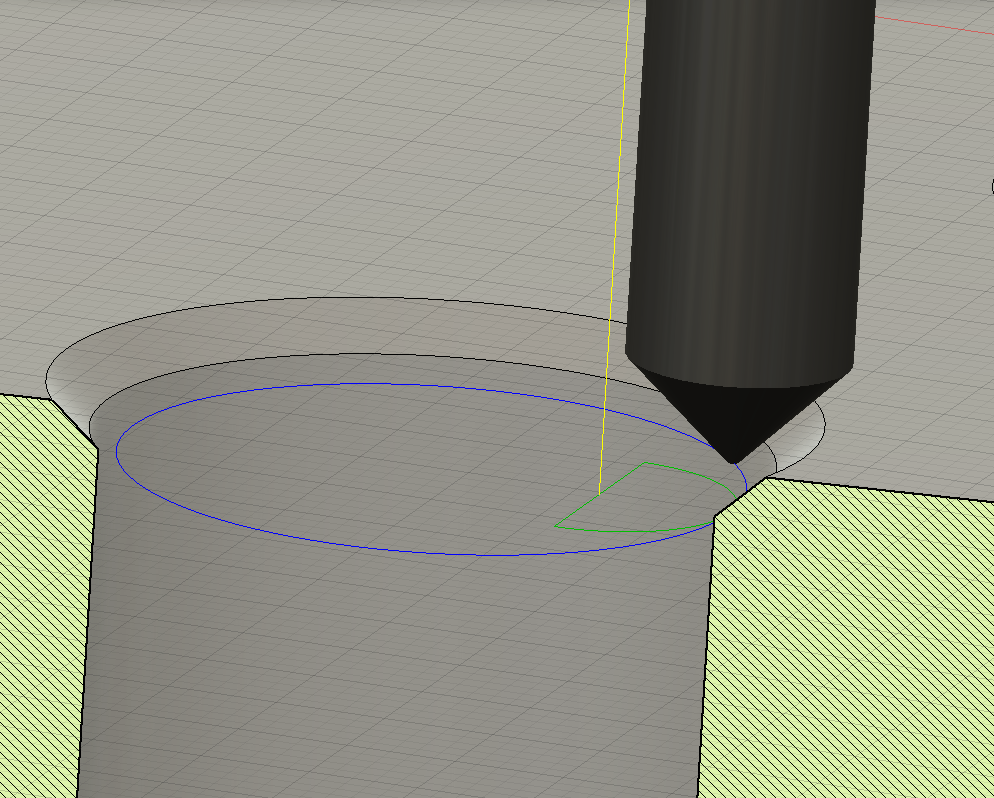
つながっている境界線の場合、閉じた輪郭が自動選択されたり、この画像のように一要素しか選択されない場合があります。
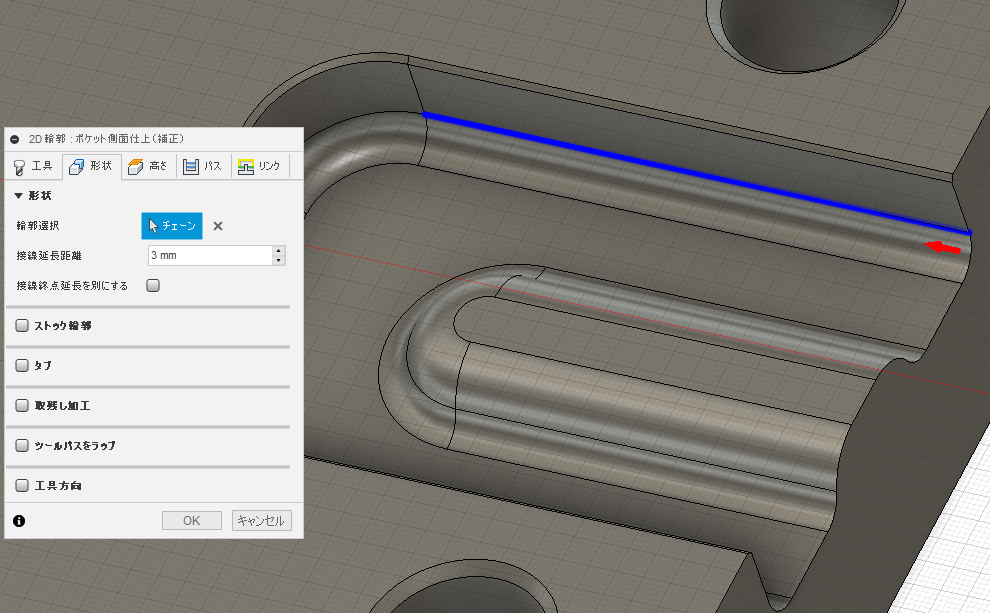
いずれにしもて、認識された輪郭を編集して「開いた輪郭」を選択する場合には、認識された青い線を再度「クリック」します。
すると、下画像①のようなアイコンが出現します。
上列アイコンの左側が「輪郭を閉じる」右側が「開いた輪郭」の意味です。
今回は、「右・開いた輪郭」を選択します。
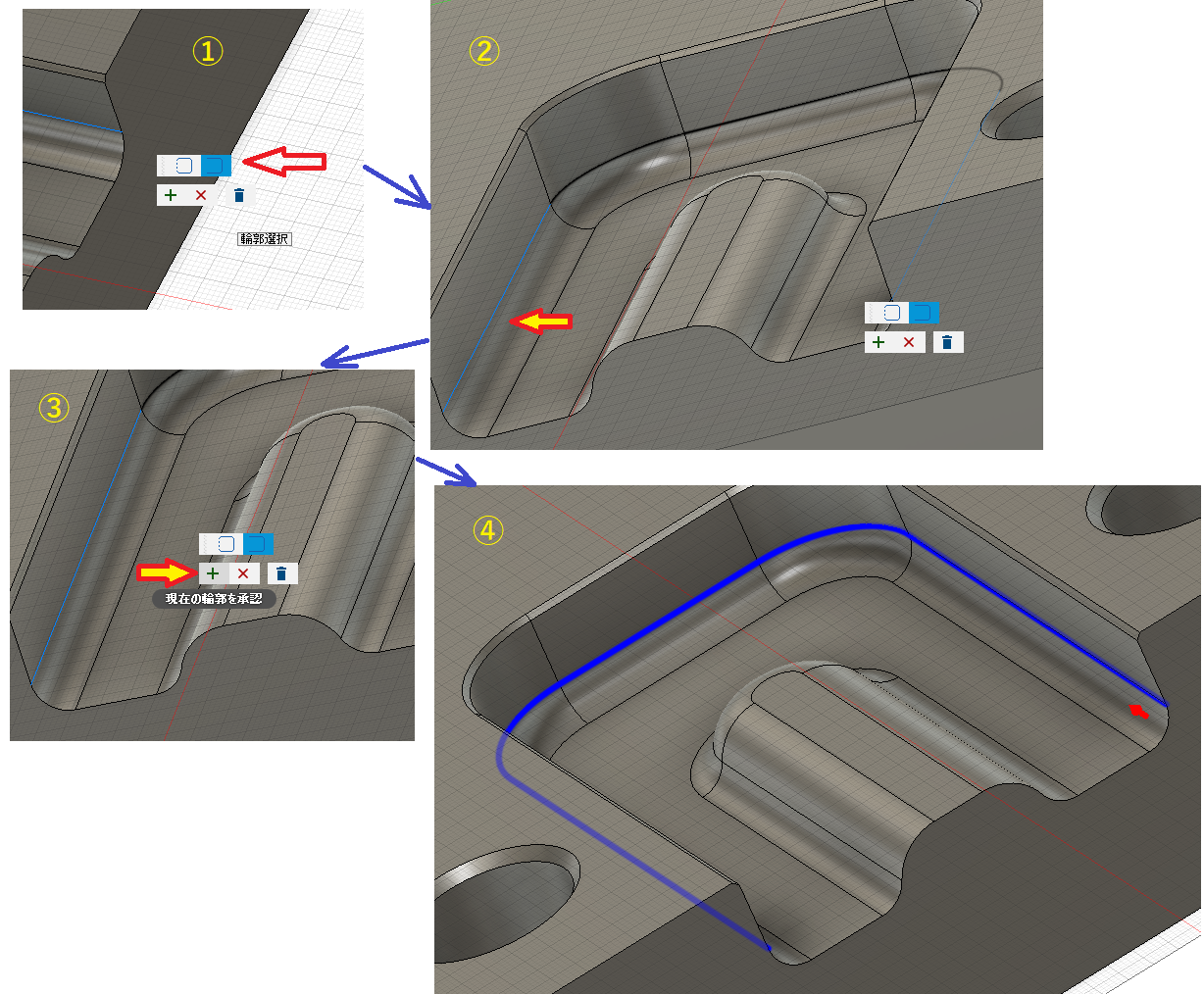
次に、②のように「開いた輪郭の最後の要素」を選択します。
最後の要素が選択できたら、③の「+」マークのアイコン「現在の輪郭を承認」をクリックすると、開いた輪郭が選択できます。
「高さ」設定

「輪郭選択」で、その輪郭の最終深さを選択している場合には、「高さ」の「ボトム高さ」設定で「選択された輪郭」が利用できます。
この場合であれば、複数の深さの輪郭加工を一度に設定できますが
それ以外では、高さごとに、機能を追加する事になります。
工具径補正を使う「パス」設定
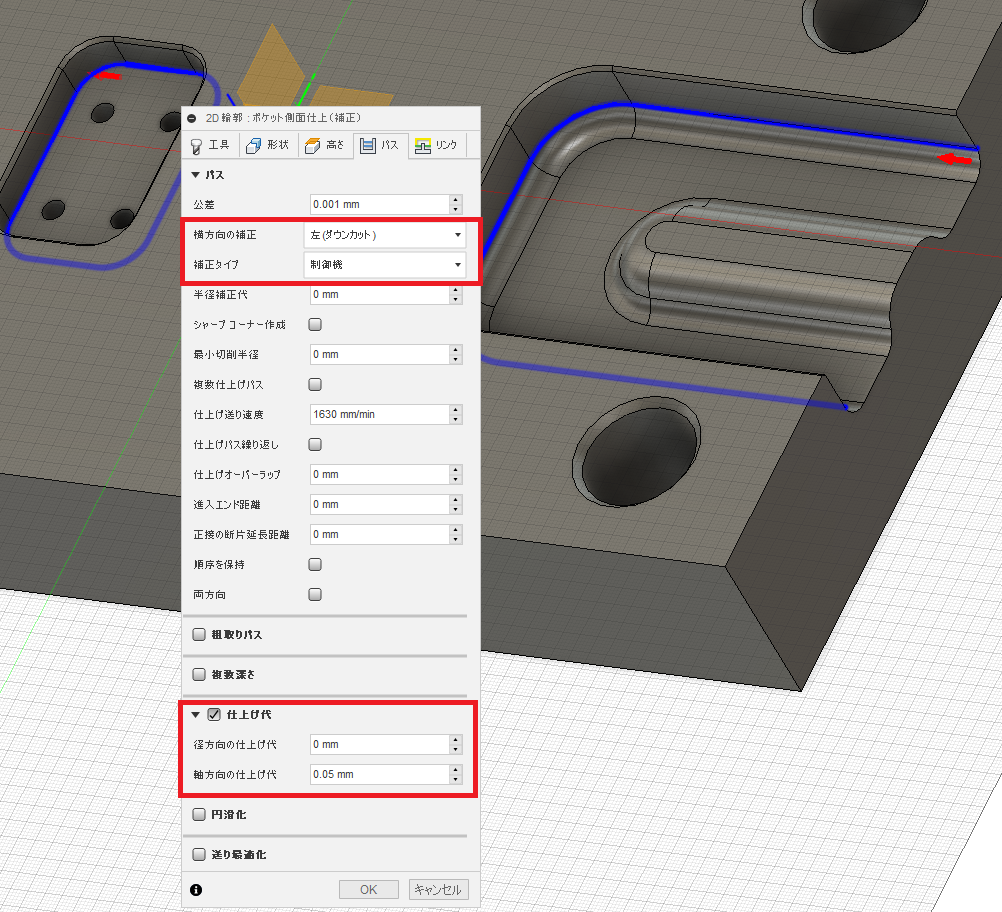
工具径補正パスを出力させるには、「パス」「補正タイプ」を「制御機」に設定します。
「摩耗補正」でも工具径補正コードを出力してくれます。
違いは、「制御機」は、選択した輪郭形状を工具中心が通るカッターパスとなります。
「摩耗補正」は、選択した輪郭形状から工具半径分オフセットされたカッターパスとなります。
したがって、「制御機」で作成したNCデータの場合には、機械側の工具径補正値は
「工具半径」+「調整値」
となります。
「摩耗補正」の場合には、
「調整値」のみ
となります。
ファナックの場合、基本的には工具径補正は機械側で設定するのでミスの原因になりやすいです。
どちらで運用するかは、会社のやり方や担当者の考え方によって違うと思いますが、パス作成時には「加工指示書」などを発行し、加工側との意思の疎通が重要になります。
また、最終的なNCデータは、ポストプロセッサでも違ってきますから、実際の加工には、十分検証が必要です。
「仕上げ代」は、「径方向」と「軸方向(深さ方向)」の取り代を設定します。
「径方向」の値は、選択した輪郭をその値だけオフセットします。
「軸方向」は、「高さ」「ボトム高さ」で設定した値から調整します。
NCデータ作成
完成しました。
Fusion360に標準で用意されている「FANUC / fanuc」のポストプロセッサでNCデータを作成してみます。
% O1001 (POSTTEST) (T4 D=8. CR=0. - ZMIN=-13.95 - FLAT END MILL) N10 G90 G94 G17 G49 G40 N15 G21 N20 G28 G91 Z0. N25 G90 () N30 T4 M06 (AP3D AE0.05D) N35 S6000 M03 N40 G54 N45 M08 N50 G00 X-40. Y10. N55 G43 Z50. H04 N60 G00 Z5. N65 G01 Z1. F1630. N70 Z-9.95 N75 G41 Y0. D04 N80 G03 X-30. Y10. J10. N85 G01 Y20. N90 G03 X-40. Y30. I-10. N95 G01 X-60. N100 G03 X-70. Y20. J-10. N105 G01 Y-20. N110 G03 X-60. Y-30. I10. N115 G01 X-40. N120 G03 X-30. Y-20. J10. N125 G01 Y10. N130 G03 X-40. Y20. I-10. N135 G01 G40 Y10. N140 G00 Z50. N145 X183. Y30. N150 Z5. N155 G01 Z1. F1630. N160 Z-13.95 N165 G41 X193. D04 N170 G03 X183. Y40. I-10. N175 G01 X80. N180 G03 X60. Y20. J-20. N185 G01 Y-20. N190 G03 X80. Y-40. I20. N195 G01 X180. N200 X183. N205 G03 X193. Y-30. J10. N210 G01 G40 X183. N215 G00 Z50. N220 M09 N225 G28 G91 Z0. N230 G90 N235 G49 N240 G28 G91 X0. Y0. N245 G90 N250 M30 %
期待通り、工具径補正コードが出力されています。
このポストプロセッサは、標準で用意されているものですが、「Fanuc系」の機械であれば、このままでも使用できそうですね。
工具交換、工具長補正、回転、冷却コードなど、ちょっとした手直しは、ポストプロセッサを自社用にカスタマイズする事で希望のデータにできます。
Fusion360のポストプロセッサのカスタマイズ性は強力なので、かなり思い通りのNCデータにすることができると思います。
ポストプロセッサのカスタマイズ方法などは、いずれ記事にしようと思っています。
まとめ
3D形状を削り出す場合には、補正や2D的な操作はあまり使用しないかもしれませんが、金型など組み合わさるパーツの加工には、幾何的な精度が必要になってきます。
その中でも、底面(深さ)と側面(輪郭)の精度は重要です。
CAMで出力させたNCデータだけでは満足できる精度では加工できません。
削った状態を確認しながら、機械側での調整が必要になります。
その場合は今回のような2D的なNCデータが必要になってきます。
コメント
かずばんさん、ども~
「3D平坦部」加工をやってみたとろろ何故か右側の Z-20.0mm の部分だけパスが出ない??
きょうは検証2日目。
左側のポケットに「リンク」タブの下穴ドリル位置を設定していましたが
これをはずしたら3か所ともパスが出ました(^_^)
こういった、直接関係ないだろうと思ってる部分を変更したら状態が変わるというのは
なかなか見つからないですね。疲れた~。
「2D輪郭」加工で左側の閉じた輪郭の場合でも
「ここからアプローチしたい」という時はありますよね。
この加工の場合は「リンク」タブ「位置」の
「下穴ドリル位置」「進入位置」は希望通りに(私の)動作しました。
ここで疑問?閉じた輪郭なんだけど加工したいのはここからここまでという
場合も多々ありますがこんな時はどうかな~。またやってみます。
ZENKYUさん、ありがとうございます。
>こういった、直接関係ないだろうと思ってる部分を変更したら状態が変わるというのは
>なかなか見つからないですね。疲れた~。
そうですね。
サポートに電話もできないし、メッセージでても、英語だったり・・・
この価格なので、しょうがないですね。
確かに、「2D輪郭」ならアプローチ位置は選べますね
でも、どうも、平坦部はやってくれません?!
>ここで疑問?閉じた輪郭なんだけど加工したいのはここからここまでという
>場合も多々ありますがこんな時はどうかな~。
これは・・・
スケッチで希望の輪郭線描くしかないかなぁ~
ところで、ZENKYUさん
ここまで、使い込めば、もう実加工できますね。
標準のfanuc のポストもそこそこのデータ出すので
一度、削ってみてくださ~い!
かずばんさん、暑くなってきましたね。
>閉じた輪郭なんだけど加工したいのはここからここまでという場合…
これなんですけど、先の「2D面取り」のように
干渉ブロックを配置(新規ブロック)しても
輪郭加工では認識した形状に対しては干渉回避はしてくれないみたいですね。
あれこれやってるんですがどうもうまくいきません。
別件ですが
CAMの各工程の設定の「高さ」タブに「移動高さ」「退避高さ」「トップ高さ」
などがありますが、これの「絶対原点から」などの、項目の初期項目を
設定する方法はありますか?
テンプレートファイルを作るなどで対応するのでしょうか。
こんにちは。
基本的に「2D」グループの機能は、3Dモデルを認識してくれないみたいです。
2Dの負荷制御やポケットなども同じですね
「2D面取り」のほうが、特別みたいです
確かに「高さ」などデフォルトの設定ができると便利ですよね
私もその方法はわかりません。
確かに同じような工具や機能はテンプレート作ると便利ですし
「製造」「セットアップ」の機能は、別のデザインを開いておくと
そちらの機能を、コピー(ctrl + C)、ペースト(ctrl + V)できますから
類似のデザインから持ってくる方法もあります
「セットアップ」で同じ「2D」機能であれば、右ボタンで「派生操作を作成」で「高さ」なので情報を引き継ぐことはできます。
現状、私はこんな方法で、やってます
かずばんさん、こんばんは。
>「セットアップ」をコピー(ctrl + C)、ペースト(ctrl + V)
>「派生操作を作成」
このへんを参考にさせてもらってやってみます。
CAM_Sampl.step はソリッドモデルしか存在せず、ここから
「スケッチ」図形を作るのに「投影」とかやってみましたがよくわからず…悩む。
「スケッチ」作成から「プロジェクト/含める」を使えばいいんですかね。
某CAD/CAMでは「エッジ抽出」と表現していますが、それでは
意味が違うのかな。
ZENKYUさん、やってますねぇ
Fusion360のスケッチは、原点のXY、XZ、YZ平面やモデルの平坦面に対して描く感じです
最近のバージョンである程度、スケッチ平面じゃなくても線を引きやすくはなりましたが、
他CADの「エッジ抽出」や「モデル輪郭線」のようなモデルから直接輪郭線を取り出す事はできないようです。
おっしゃるように、「プロジェクト/含める」→「プロジェクト」で、
スケッチ平面上に、モデルのエッジを投影する事はできます
その時に、「投影リンク」にチェックするとモデルとリンク拘束されるので勝手に編集できませんが
履歴をさかのぼり、モデルを修正すれば、その輪郭線も自動変更されますから
その要素を利用するだけであれば、「投影リンク」のチェックは外したほうがいいです。
また、リンクされた要素であれば、マウスをその要素上におくと
リンク拘束のアイコンがでるので、その拘束を削除すれば、編集可能になります
>「投影リンク」にチェックするとモデルとリンク拘束されるので勝手に編集できませんが
>また、リンクされた要素であれば、マウスをその要素上におくと
>リンク拘束のアイコンがでるので、その拘束を削除すれば、編集可能になります。
なるほど~投影線が編集できなかったのはそういう事か。ありがとうございます。
これまでのCADでは履歴を使った変更とかをやったことが無いし
それに関わる「リンク」とか[拘束」という考え方が無いのでこの辺が難しいです。
むかしむかしポリテクセンターでCATIAをちょっと使わせてもらったのが懐かしい。
私も「拘束」やパラメトリックなCADは初めてだったので最初は戸惑いましたが
今ではこっちのほうが使いやすくなりました。
話題はちょっと外れますが、Fusion360には「パラメータ」も使えます
例えば、新規のデザインでスケッチモードにして、適当に長方形を描きます
後で寸法を入れてもいいですが、ここで縦横の寸法をいれます
長方形が描けたら、「修正」⇒「パラメータ変更」を選択します
すると「パラメータ」のダイアログが出ます
そこの、「モデルパラメータ」⇒「未保存」⇒「スケッチ1」と開いていくと
「d1」「d2」の「名前」の「式」の欄に入力した寸法が入っています。
この「式」の数値を変更すれば、スケッチ図も変更されますし
別の図形を描くときに、数値を入れる代わりに「d1」や「d2」を使用する事ができます
さらに、計算式も可能です。
結構面白いですよ!