| ■ Qパラメータ | 2012.6.8 |
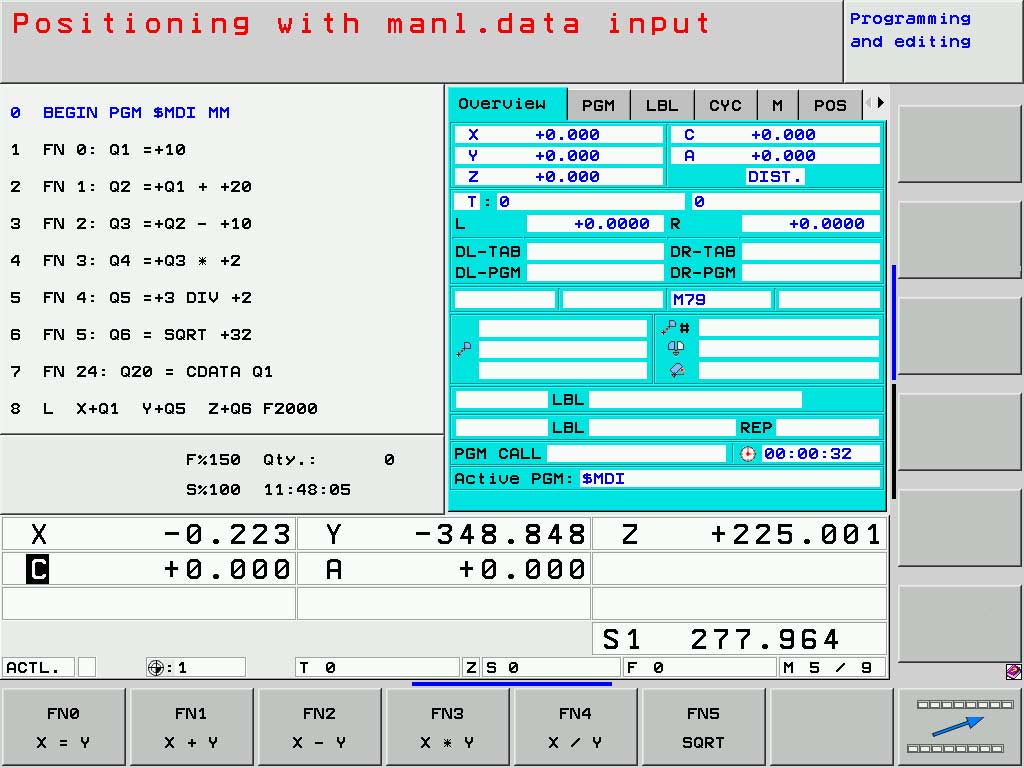 NCデータ概要の NCデータ概要のhttps://www.kazuban.com/bbs/heidenhain/heidenhain.cgi?mode=main&no=2 28 FN 0:Q2=1550 ; FEEDRATE XY 29 FN 0:Q3=1000 ; FEEDRATE Z 30 FN 0:Q4=500 ; REDUCED FEEDRATE 「Q___」 は、変数です。FANUCの「#___」と同じような機能です 三角関数や分岐なども、同様にできます ちなみに、「FN 0:」は機能の番号で、「ASSINGN」代入の意味を 前もってコントローラに教えるようです FN 1: 「ADDITION」 足し算 FN 2: 「SUBTRACTION」 引き算 FN 3: 「MULTIPLICATION」掛け算 FN 4: 「DIVISION」 割り算 ・ ・ このような感じです ちょっと面白い命令が、 FN 23: 「Determining the CIRCLE DATA from 3 points」 FN 24: 「Determining the CIRCLE DATA from 4 points」 です。これは、 FN 23: Q20 = CDATA Q30 のような指示で、前もって3点のX,Yの座標をQ30~Q35に定義しておいて この行を実行すれば、3点を通る円の中心と半径を、Q20,Q21 に返してくれます FN 24:は4点を通る円です これを使うと、タッチプローブで、3~4点タッチさせ円を測定するプログラムを 作ったりする事ができます この、「FN **:」は打ち込むとなると面倒のように思えますが 画像のようにコントローラから打ち込む場合、ファンクションキーを押すと、自動で挿入されます また、PCでNCデータを作成して、機械に転送するときなどは 「Q2 = 1550」のように、この「FN 」はなくても、認識してくれます また、このNCデータ概要の例の場合、なぜQパラメータを使っているかと言うと ポストプロセッサにより違ってくるとは思いますが、ウチの場合には 下記のように、実際の加工時の送り速度指令にQパラメータを使っています 48 L Y111.876 Z3.182 R0 F MAX 49 L Y108.466 Z-0.475 FQ2 ←←←←←←←←←← 50 ;BALL_END_MILL 51 L Y105.056 Z-4.132 FQ3 ←←←←←←←←←← 52 L X10.933 Y104.788 Z-4.055 FQ2 ←←←←←← 53 L X11.772 Y104.562 Z-4.125 このことにより、Z方向や、XY方向のの送り速度を変更したい場合 28 FN 0:Q2=1550 ; FEEDRATE XY 29 FN 0:Q3=1000 ; FEEDRATE Z FQ2 は。F1550 となるのでこの値を変更だけで、加工全体の送りスピードを変更できるようになっています |
CGI-design